


Die TVI Entwicklung und Produktion GmbH in Irschenberg fertigt Maschinen und Produktionslinien für alle Bereiche der Fleischportionierung und -veredelung. Das Spektrum reicht von der Fleischtemperierung des Ausgangsprodukts bis zur Übergabe der fertigen Portion an die Verpackungsmaschine. Dabei profitiert TVI einerseits vom eigenen, langjährigen Branchen- und Mechanik-Know-how und anderseits von der Leistungsfähigkeit und Flexibilität der Beckhoff-Steuerungs- und Antriebstechnik.
Die Maschinen von TVI sind flexible Fleischbearbeitungszentren, die sich mit Standardmodulen und kundenspezifischen Programmen flexibel an jede Portionieraufgabe anpassen lassen. Da die fortschreitende Konzentration der Handelsbetriebe zu einem hohen Kostendruck führt, steht dabei die Effizienz bezogen auf Produkt und Prozess immer mehr im Vordergrund. Die in den letzten Jahren entsprechend stark gestiegenen Anforderungen an die Fleischportionierung verdeutlicht Thomas Völkl, geschäftsführender Gesellschafter von TVI, mit folgendem Leitsatz des Unternehmens: „Unsere Anlagen verarbeiten jede Art von Rotfleisch, in jeder Konsistenz, zu jeder Portion – und das immer gewichts- und resteoptimiert sowie mit möglichst wenig Energie- und Personaleinsatz.“ Ebenso wichtig sei die durchgängige Lösung aller Aufgaben der Fleischportionierung und -veredelung. Dies umfasse die Fleischbereitstellung, das Temperieren (Gefrorenes erwärmen bzw. Frischfleisch leicht anfrosten), das Portionieren (schneiden, portionieren, fächern), das Einlegen in die Verpackungsschalen (per Hand oder automatisch), das Kontrollieren und Nacharbeiten sowie das Übergeben an die Verpackungsmaschine.
Für maximale Energieeffizienz ist dabei auf zweierlei Weise gesorgt: Zum einen ersetzen Servoachsen in großem Umfang die pneumatische und hydraulische Aktorik, was den Energieverbrauch der Maschine immens reduziert. Zum anderen gestaltet TVI das Schockfrosten extrem effizient: Da die Fleischstücke erst kurz vor dem Portionieren entnommen werden, ist beim Frosten gegenüber den marktüblichen 5 bis 10 mm lediglich eine 2 bis 3 mm dicke Temperierkruste erforderlich. Dies spart rund vier Fünftel an Energie. Hinzu kommt als wichtigster Faktor der Betrieb des Schockfrosters über konventionelle Umlaufkältetechnik mit Kompressor anstatt des üblicherweise kontinuierlichen CO2-Verbrauchs. All das senkt die Energiekosten je Kilogramm Fleisch von üblichen fünf bis zehn Cent auf nur noch 0,4 Cent.
Flexible Steuerungstechnik
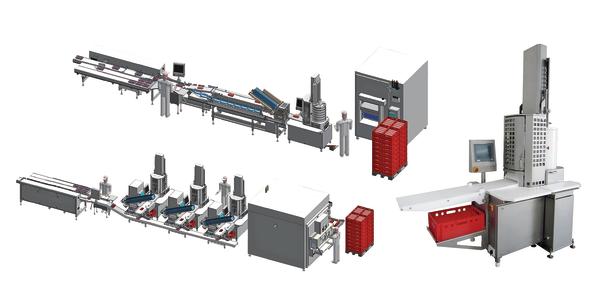
Energieeffiziente und präzise steuerbare Servoachsen sowie optimiert und schnell geregelte Pneumatik-Einzelventile sind nur zwei Beispiele dafür, wie die hohen Endkundenanforderungen mit PC-based Control gelöst wurden. Dies gilt sowohl für Einzelmaschinen als auch für ganze Produktionslinien, wie Thomas Völkl erläutert: „Durch unser modulares Konzept lassen sich die Produktionslinien flexibel aus Einzelmaschinen aufbauen, also z. B. aus Schockfroster, Portioniermaschine sowie Automatikeinleger mit Schalenspender und Resteausschleusung. Verbunden werden die einzelnen Module über entsprechend zu steuernde Verknüpfungsbänder. Je nach Anzahl und Auswahl der Einzelmaschinen lässt sich die Komplettanlage genau an den jeweiligen Bedarf anpassen. Hierbei hat sich die Steuerungstechnik von Beckhoff als äußerst flexibel und für alle Anwendungen geeignet erwiesen: von der kleinsten Anwendung, dem Schalenspender TDS 300 mit nur zwei anzusteuernden Pneumatikventilen, bis zum Portioniersystem GMS 500 mit sieben präzise zu regelnden Servoachsen.“
Erstes Element einer Fleischbearbeitungsanlage ist der CBF Cyclefreeze, ein im Kreislauf funktionierender Temperierschockfroster. Die Beschickung und Entnahme der Fleischstücke erfolgt hierbei halbautomatisch: Über einen Klappenmechanismus schiebt der Bediener Fleischstücke in einen der Frosterkörbe und zieht die Lade wieder zurück. Die Transportkette bewegt sich dann um einen Zyklus zum nächsten Korb. Die Steuerung – ein Embedded-PC CX9020 mit 1-GHz-ARM- CortexA8-CPU – taktet die Körbe so, dass nach der eingestellten Zeit (z. B. 8 min) die ersten temperierten Produkte ausgeworfen werden. Bedient wird der Schockfroster über ein kundenspezifisches Einbau-Control-Panel CP6907 mit einer Edelstahlfront und flächenbündigem 5,7-Zoll-Touch-Display sowie mit der DVI/USB-Extension-Technologie für bis zu 50 m vom PC abgesetzte Panels.
Multifunktionales Portioniersystem
Größter Umsatzträger von TVI und damit auch häufigster Kern eines Fleischbearbeitungszentrums ist das an den Schockfroster anschließende multifunktionale Portioniersystem GMS 500. Die Maschine wird von einem leistungsstarken Embedded-PC CX1030, mit 1,8-GHz-Intel-Pentium-M-Prozessor und TwinCAT NC I, gesteuert. Für die Bedienung steht ein kundenspezifisches Einbau-Control-Panel CP6901 mit Edelstahlfront und flächenbündigem 12-Zoll-Touch-Display zur Verfügung. Vier kompakte Servoverstärker AX5206 sowie fünf polgewickelte Synchronservomotoren AM3021 mit Planetengetriebe AG2210 sorgen für exakte Bewegungen. Auf diese Weise steuerungstechnisch wie auch mechanisch für hoch präzise Abläufe ausgelegt, übernimmt die GMS 500 folgende Prozessschritte:
- Eine oder mehrere Fleischstücke werden in ein Formrohr eingelegt
- Die Maschine dreht sich in die Portionier-Position und der entsprechende Stempel fährt in das Formrohr
- Das Produkt wird nun in Längsrichtung optimal geformt und vermessen
- Nun wird restefrei bzw. mit einem minimalen Abschnitt portioniert. Das Messer trennt hierzu die erste Scheibe ab, wobei eine Lineareinheit die Scheibenstärke entsprechend dem Zielgewicht bestimmt. Dann wird kontinuierlich geschnitten. Sofort nach dem letzten Schnitt dreht sich der Formrevolver zum nächsten Fleischstück und der Ablauf wiederholt sich.
Den Abschluss des Fleischbearbeitungszentrums bildet die modulare Einlegeanlage FPS 500 Euroline, die manuell und/oder automatisch Schalen für gewichtsausgezeichnete und festgewichtige Portionen mit Frischfleisch befüllt. Sie besteht aus drei aufeinander abgestimmten Modulen: dem manuellen Einlegbereich MIS 3000-4000 mit dem Schalenspender TDS 300, der automatischen Schalenbefüllung AIF 500 sowie der Wiege- und Sortiereinheit GMI 500. Zunächst werden die von der GMS 500 kommenden, portionierten Scheiben auf das Fleischband der MIS 3000-4000 übergeben. Von dort werden sie entweder manuell oder mit dem AIF 500 automatisch in eine Schale gelegt. Die befüllten Schalen laufen dann in die GMI 500, werden von einem Beschleunigungsband entzerrt und auf einer Durchlaufwaage gewogen. Zu leichte und zu schwere Portionen werden von Pushern auf getrennte Pufferbänder geschoben und zum Nacharbeitsplatz befördert. Gutgewichtige Portionen laufen direkt weiter zur Verpackungsmaschine. Und auch hierbei kommt durchgängig Beckhoff-Steuerungs- und -Antriebstechnik zum Einsatz, beispielsweise erneut das kundenspezifische 12-Zoll-Panel CP6901 sowie vier Servoverstärker AX5206 und fünf Synchronservomotoren AM3021 mit Planetengetriebe AG2200.
Präzise Servoantriebstechnik
Ihre Leistungsfähigkeit zeigt die Beckhoff-Servoantriebstechnik bei vielerlei Motion-Aufgaben. So sorgen Servoverstärker und Servomotoren beim Portioniersystem GMS 500 für das positionsgenaue Drehen von Formrevolver und Zwischenblech. Hinzu kommen Dreh- und Schwenkbewegungen im gesamten Fleischbearbeitungszentrum, beispielsweise bei Förderbändern oder Zahnriemenbeförderern für die Leerschalen.
Eine Besonderheit weist die jüngste TVI-Entwicklung auf, der Automatik-Einleger AIR 250 mit vier Servoachsen. Bewegt werden hier eine Resteklappe, das Förder- und ein sogenanntes Springband sowie der Zahnriemenbeförderer für die Leerschalen. Hierbei setzt TVI die One Cable Technology (OCT) ein, bei der die Feedback-Signale direkt über die Leitung zur Spannungsversorgung übertragen werden. Da somit sowohl motor- als auch reglerseitig Kabel und Steckverbinder entfallen, werden die Komponenten- und Inbetriebnahmekosten signifikant reduziert. Umgesetzt wird OCT mit zwei Servoverstärkern AX5206 sowie je zwei Servomotoren AM8021 bzw. AM8022 mit den Planetengetrieben AG2210 und AG2300. Für die Zukunft sieht Thomas Völkl noch weiteres Anwendungspotenzial für die Beckhoff-Antriebstechnik: „Bei künftigen Entwicklungen werden wir verstärkt die Sicherheitstechnik integrieren. Hier bietet TwinSAFE ein durchgängiges System und entsprechend große Vorteile bei der Umsetzung. Daher werden wir dann auch vorwiegend die Servotechnik von Beckhoff einsetzen.“
Breites Anwendungsspektrum
Die Entscheidung, PC-based Control anstelle konventioneller SPS-Technik einzusetzen, fiel bei TVI bereits im Jahr 2008. Dazu erläutert Thomas Völkl: „Gerade bei der Ansteuerung mehrerer synchron laufender Achsen sind wir damals an Leistungsgrenzen gestoßen. Dies wurde dann zunächst in C++ programmiert und auf einem Industrie-PC umgesetzt. Allerdings war uns schnell klar, dass die Kombination aus PC- und SPS-Technik zu unnötigen Geschwindigkeitsverlusten führt. Daher war der Weg zur komplett PC-basierten Steuerungstechnik klar vorgezeichnet. Und Beckhoff war der ideale Anbieter, da dieses System nicht nur sehr schnell, sondern zudem offen und äußerst flexibel ist.“ So habe man beispielsweise auch die notwendigen Hydrauliksteuerungen hervorragend realisieren können. Zudem eigne sich PC-Control gleichermaßen für kleine Anwendungen, z. B. den Schalenspender mit nur einem Luftzylinder, einem Vakuumventil und einem kleinen Bediendisplay, wie auch für hoch komplexe Steuerungsaufgaben.
prozesstechnik-online.de/dei0814429
Teilen:







