
Die meisten Kunststoffe und Gummivarianten, wie Elastomere, Polymere oder auch Farb- und Reifengranulate, lassen sich aufgrund ihrer physikalischen Beschaffenheit nicht wie herkömmliche Schüttgüter vermahlen. Vor, während und nach dem Mahlvorgang war für sie bislang eine besondere Behandlung erforderlich: So kühlten Verfahrenstechniker das zu mahlende Material mithilfe von flüssigem Stickstoff herunter, um es zu verspröden. Anschließend folgte die Vermahlung in einer Prallmühle oder einem ähnlichem System und schließlich die Lagerung der bereits vermahlenen Partikel, um sie einer Siebung oder einem anderen nachgeschalteten Prozess zuführen zu können.
Unerwünscht breites Kornspektrum
Die häufig zum Einsatz kommenden Prallmühlen erzeugen oftmals ein unerwünscht breites Kornspektrum während des Mahlvorgangs. Aus diesem Grund sind Hersteller in der Regel dazu gezwungen, das Produkt vor dem Verpacken zu sieben, um die Produktqualität einzustellen. In diesem nachgelagerten Verarbeitungsschritt bereiten die niedrigen Temperaturen, mit denen das Produkt aus der Mahlanlage austritt, jedoch Probleme: Die Feuchtigkeit der umgebenden Luft kondensiert an den Produktpartikeln und es kann zu Verklumpungen kommen. Das Material lässt sich in diesem Fall nicht direkt weiterverarbeiten. Es muss so lange zwischengelagert werden, bis es über der Taupunkttemperatur der Umgebungsluft liegt. Diese Zwischenlagerung ist ineffizient: Sie verzögert die Produktion, bindet Kapazitäten und kann eine Trocknung der Partikel erfordern bevor sie gesiebt und verpackt werden können.
Kryogene Vermahlung optimiert
Basierend auf seiner Prallmühle Condux hat Netzsch Trockenmahltechnik den Prozess der sog. kryogenen Vermahlung – auch Kaltmahlung genannt – optimiert. Das verbesserte Verfahren integriert nun alle Prozesse, von der Kühlung des Rohmaterials über die Vermahlung bis hin zu einer Inlinesiebung, in einem inerten Kreisgassystem.
Nach der Vermahlung gelangt mit dem Eintrag des Mahlguts zunächst Stickstoff in die Siebanlage. Mithilfe einer Kreisführung des Prozessgases im Siebkreislauf lässt sich innerhalb kürzester Zeit eine inerte, trockene Atmosphäre erzeugen. Sie ermöglicht eine effiziente, störungsfreie Inlinesiebung und Inlineverpackung ohne Verzögerungen im Prozess, denn das frisch vermahlene Produkt kann nach dem Abscheider (Filter bzw. Zyklon) direkt auf die Siebmaschine aufgegeben werden.
Zum Einsatz kommen Siebmaschinen mit Luftstrahlabreinigung, deren Siebdecks pneumatisch mithilfe von Prozessgas des integrierten Kreisgasgebläses gereinigt werden. Das Prozessgas wird unterhalb der Siebeinlagen zugeführt und bewirkt dort eine Fluidisierung des Mahlgutes, ähnlich wie in einem Luftstrahlsieb. Ein abnehmendes Druckgefälle zwischen Ober- und Unterseite des Siebdecks stellt den Produkttransport durch das Siebgewebe sicher. Durch die optionale Integration mehrerer Siebdecks lassen sich entsprechend den Wünschen des Anwenders zahlreiche Fraktionen gleichzeitig herstellen. Das für die Luftstrahlabreinigung benötigte Gebläse arbeitet hierbei in einer Kreisgasführung.
Kondensation ade!
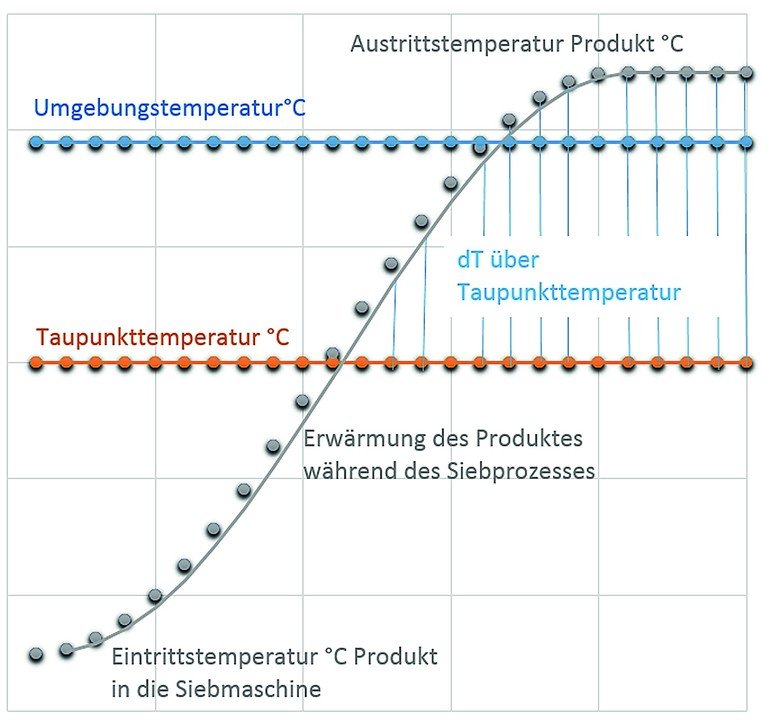
Aufgrund der zugeführten Energie durch das Kreisgasgebläse erfährt das geförderte Gas eine Temperaturerhöhung. Das erwärmte Prozessgas tritt durch die Luftstrahlabreinigungsdüsen unterhalb der Siebflächen auf die frisch gemahlenen, kalten Produktpartikel. Auf diese Weise erwärmt sich das Mahlgut soweit, dass es nach dem Verlassen der Siebmaschine zu keiner weiteren Kondensation an der Oberfläche der Partikel kommt.
Die Zieltemperatur des Mahlguts liegt je nach Jahreszeit und atmosphärischen Bedingungen bei ca. 15 bis 25 °C, um die Kondensation sicher ausschließen zu können. In den meisten Fällen reicht allein der Wärmeeintrag über das Kreisgasgebläse aus, um die notwendige Temperaturerhöhung sicherzustellen. Falls die Temperaturerhöhung des Mahlgutes jedoch zu gering ist – wie zum Beispiel bei groben Produkten mit sehr hohen Durchsatzleistungen – kann über ein zuschaltbares Heizregister ergänzende Energie in den Kreisgasprozess eingetragen werden. Eine zusätzliche Stickstoffkühlung des Siebkreisgasprozesses sollte vorgesehen werden, wenn das Kreisgasgebläse mehr Wärme verursacht, als durch das Mahlgut ausgetragen wird – was z. B. bei stark reduzierten Durchsatzleistungen der Fall sein könnte. So vermeidet man den Anstieg der Partikeltemperatur über die kritische Verarbeitungstemperatur hinaus. Die Kontrolle der Kreisgasparameter (Temperaturen, Anlagendruck, Volumenstrom) übernimmt eine übergeordnete, vollautomatische Steuerung.
Das Verfahren von Netzsch Trockenmahltechnik eignet sich prinzipiell für alle Kaltmahlanlagen mit nachgeschalteter Siebung. Das individuell zugeschnittene System wird in der Regel mit einer kompletten Mahlanlage, der Prallmühle Condux und einer passenden Siebmaschine angeboten. Die vorhandene Verpackungseinheit kann ebenfalls integriert werden.
Netzsch Trockenmahltechnik
Halle 4A, Stand 223








