Das MegaMethanol-Verfahren von Lurgi ist eine optimierte Technologie zur Herstellung von Methanol aus Erdgas. Sie ermöglicht den Bau effizienter, einsträngiger Anlagen mit wesentlich höherer Kapazität im Vergleich zu herkömmlichen Anlagen. Die daraus resultierenden stabilen und niedrigen Methanolpreise können den Weg für eine breitere Anwendung von Methanol sowohl im Energiesektor als auch als Einsatzstoff für die petrochemische Industrie ebnen.
Abb. 1 Methanolproduktion unter Verwendung des Combined Reforming-Verfahrens
Abb. 2 Kombiniertes Reaktorsystem: Dem isothermen Reaktor ist ein gasgekühlter Reaktor nachgeschaltet
Das MegaMethanol-Verfahren von Lurgi ist eine optimierte Technologie zur Herstellung von Methanol aus Erdgas. Sie ermöglicht den Bau effizienter, einsträngiger Anlagen mit wesentlich höherer Kapazität im Vergleich zu herkömmlichen Anlagen. Die daraus resultierenden stabilen und niedrigen Methanolpreise können den Weg für eine breitere Anwendung von Methanol sowohl im Energiesektor als auch als Einsatzstoff für die petrochemische Industrie ebnen.
Die MegaMethanol-Technologie wurde von Lurgi für Methanolanlagen mit einer Leistung von über einer Million Jahrestonnen entwickelt. Um Anlagen dieser Größenordung bauen zu können ist ein kostenoptimiertes Design erforderlich, das moderne aber erprobte und zuverlässige Technologie mit Effizienz, geringer Umweltbeeinträchtigung und niedrigen Investitionskosten verbindet. Diese Kriterien werden durch die folgenden Maßnahmen erfüllt:
? sauerstoffbasierte Spaltung von Erdgas, entweder als sogenanntes Combined Reforming oder als reine autotherme Spaltung
? zweistufige Methanolsynthese in wasser- und gasgekühlten Reaktoren, die den optimalen Reaktionsbedingungen folgen
? Einstellung der optimalen Synthesegaszusammensetzung durch Wasserstoffrückführung
Synthesegaserzeugung
Für die Synthesegasherstellung müssen in der Regel mehr als 50% der Investitionskosten einer Methanolanlage aufgewendet werden. Deshalb lässt sich durch die Optimierung dieses Anlagenteils ein beträchtlicher Kostenvorteil erzielen. Die sauerstoffbasierte Spaltung von Erdgas, entweder in Kombination mit einer Erdgasspaltung mittels Dampf oder als reine autotherme Spaltung, gilt heute als die am besten geeignetste Technologie für große Synthesegasanlagen. Die Auswahl der Synthesegaserzeugungstechnologie ist hauptsächlich von der Zusammensetzung des Einsatzstoffes abhängig.
Rein autotherme Spaltung bietet sich für die Synthesegaserzeugung dann an, wenn leichtes Erdgas als Einsatzstoff für den Prozess verfügbar ist. Das entschwefelte Erdgas wird mit Dampf und unter Verwendung von Sauerstoff bei etwa 40 bar zu rußfreiem Synthesegas umgesetzt. Die Austrittstemperaturen am Reformer liegen in einem Bereich von 950 bis 1050 °C. Das Synthesegas wird auf 40 °C abgekühlt und anschließend in einem einhäusigen Synthesegasverdichter mit integrierter Kreislaufgasstufe auf den für die Methanolsynthese erforderlichen Druck komprimiert.
Das in diesem Verfahren erzeugte Synthesegas ist jedoch dadurch gekennzeichnet, dass es auch bei reinem Methan als Einsatzstoff nicht die ideale Zusammensetzung für die Methanolsynthese hat (Stöchiometriezahl 2,0). Die erforderliche Gaszusammensetzung wird dann am wirtschaftlichsten durch die Zugabe von Wasserstoff eingestellt. Er wird aus dem Purge Gas der Methanolsynthese über eine Membran oder eine PSA gewonnen.
Combined Reforming
Bei Einsatz von schwerem Erdgas oder Erdölbegleitgas kann die erforderliche Stöchiometriezahl mit rein autothermer Spaltung nicht mehr erzielt werden, selbst wenn der gesamte Wasserstoff aus dem Purge Gas zurückgeführt wird. In diesem Fall wird für das MegaMethanol-Konzept die autotherme Spaltung durch eine Spaltung mit Dampf ergänzt. Nach der Entschwefelung gelangt ein Teilstrom des Einsatzgases in einen Steam Reformer. Dort wird das Gas bei 35 bis 40 bar und relativ niedrigerer Temperatur (700 ? 800 °C) gespalten. Das reformierte Gas wird dann mit dem restlichen Einsatzgas vermischt und im autothermen Reaktor zu Synthesegas reformiert. Dieses Konzept ist als das Combined Reforming-Verfahren bekannt (Abb. 1).
Der Hauptvorteil des Combined Reforming-Verfahrens im Vergleich zu ähnlichen Verfahren ist der patentierte Einsatzgas-Bypass um den Steam Reformer. Bei den meisten Erdgasen wird weniger als die Hälfte des Einsatzgases durch den Steam Reformer geleitet und damit ist auch der gesamte Prozessdampfbedarf in etwa um die Hälfte geringer als bei anderen Verfahren, die einen autothermen Reformer nach dem Steam Reformer ohne Bypass verwenden. Dieser niedrigere Prozessdampfbedarf reduziert nicht nur den Energiebedarf der Anlage, sondern führt auch zu Einsparungen bei den Investitionskosten. Das Combined Reforming-Verfahren von Lurgi ist auch bestens zur Erzeugung von Synthesegas für Fischer-Tropsch-Anlagen geeignet. Die weltweit größte Anlage dieser Art wurde von Lurgi in Südafrika gebaut. Die Synthesegaskapazität dieser Anlage würde einer Methanolkapazität von etwa 9000 t/Tag entsprechen.
Methanolsynthese
Der Lurgi-Methanolreaktor besteht im Wesentlichen aus einem vertikalen Rohrbündelwärmetauscher mit festen Rohrböden. Der Katalysator wird in Rohren auf einem Bett aus inertem Material platziert. Das durch die Reaktionswärme auf der Mantelseite erzeugte Wasser-/Dampfgemisch wird unter dem oberen Rohrboden abgezogen. Über die Dampfdruckregelung ist eine einfache und exakte Kontrolle der Reaktionstemperatur möglich. Der isotherme Reaktor erzielt sehr hohe Ausbeuten bei einem niedrigen Kreislaufverhältnis und reduziert die Bildung von Nebenprodukten auf ein Minimum. Auf der Grundlage des Lurgi-Methanolreaktors und des hochaktiven Methanolkatalysators, hat Lurgi ein hocheffizientes duales Reaktorsystem entwickelt bei dem ein gasgekühlter Reaktor dem isothermen Reaktor nachgeschaltet ist (Abb. 2).
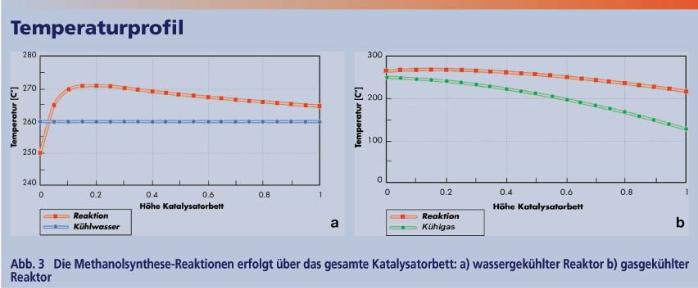
Im ersten, isothermen Reaktor wird eine teilweise Umsetzung von Synthesegas zu Methanol bei erhöhten Raumgeschwindigkeiten und Temperaturen im Vergleich zu einstufigen Synthesereaktoren erzielt. Dadurch lässt sich die Größe des wassergekühlten Reaktors im Vergleich zu herkömmlichen Verfahren erheblich reduzieren, während der erzeugte Dampf mit einem höheren Druck zur Verfügung steht. Das methanolhaltige Gas aus dem ersten Reaktor gelangt ohne Zwischenkühlung in einen nachgeschalteten zweiten Reaktor. Hier wird das kalte Einsatzgas für den ersten Reaktor durch Rohre im Gegenstrom zum Reaktionsgas geführt und vorgewärmt. Auf der mit Katalysator gefüllten Mantelseite wird die Reaktionstemperatur über den Reaktionsweg kontinuierlich verringert und somit das Potential für die Methanolsynthese-Reaktionen über das gesamte Katalysatorbett aufrecht erhalten (Abb. 3).
Der in der einstufigen Methanolsynthese erforderliche große Ein-/Austrittsgas-Wärmeaustauscher lässt sich so durch einen relativ kleinen Trim-Wärmeaustauscher ersetzten.
Da im zweiten Reaktor nur vorreagiertes Gas aus dem wassergekühlten Reaktor umgesetzt wird, wird der Katalysator im gasgekühlten Reaktor weder durch hohe Temperaturen noch durch Katalysatorgifte belastet. Darüber hinaus wird die Betriebszeit des Katalysators im wassergekühlten Reaktor erhöht. Sinkt die Methanolausbeute im wassergekühlten Reaktor infolge einer zurückgegangenen Katalysatoraktivität, steigt die Temperatur am Eintritt des gasgekühlten Reaktors an, was zu einer Verbesserung der Reaktionskinetik und damit zu einer höheren Ausbeute im zweiten Reaktor führt. Nach der Kühlung und Abtrennung des Purge Gases wird das Rohmethanol in der Destillation zu Reinmethanol verarbeitet. Aus dem Purge Gas wird der Wasserstoff mit Hilfe einer PSA oder einer Membran abgetrennt und mit dem Synthesegas gemischt. Das restliche methanhaltige Purge Gas wird als Unterfeuerungsgas eingesetzt. Die wichtigsten Vorteile des kombinierten Reaktorsystems sind:
? hocheffiziente Synthesegasumsetzung: bei gleichem Umsatz ist die erforderliche Kreislaufmenge nur halb so groß wie bei einem einstufigen wassergekühlten Reaktor
? im Reaktor werden pro Tonne Methanol etwa 0,8 t Dampf mit einem Druck von 50 bis 60 bar erzeugt. Zusätzlich wird auch ein erheblicher Teil der Reaktionswärme am Austritt des gasgekühlten Reaktors zurückgewonnen.
? die Verringerung des Katalysatorvolumens für den wassergekühlten Reaktor, der Wegfall des großen Ein-/Austrittsgas-Wärmeaustauscher sowie Einsparungen bei anderen Ausrüstungen aufgrund der niedrigeren Kreislaufgasmenge schlagen sich in um etwa 40% niedrigeren Investitionskosten für den Synthesekreislauf nieder
? das Engineering von zwei Anlagen hat bewiesen, dass einsträngige Anlagen mit einer Leistung von 5000 t Methanol pro Tag und mehr gebaut werden können
Methanoldestillation
Das Rohmethanol wird in einer energiesparenden Drei-Kolonnen-Destillation gereinigt. Bei dieser Anordnung werden die niedrig siedenden Bestandteile in einer vorgeschalteten Kolonne und die höher siedenden Bestandteile in zwei Reinmethanolkolonnen abgetrennt. Die erste Reinmethanolkolonne arbeitet bei erhöhtem Druck und die zweite bei Umgebungsdruck. Die Kopfdämpfe der Druckkolonne beheizen den Sumpf der atmosphärischen Kolonne. Dadurch werden etwa 40% des Heizdampfes und entsprechend etwa 40% der Kühlkapazität eingespart. Die Teilung der Reinmethanolkolonne in zwei Kolonnen ermöglicht sehr hohe Kapazitäten bei einsträngigen Anlagen.
E cav 212
Unsere Whitepaper-Empfehlung

Wasserstoff gilt als Schlüssel für die Dekarbonisierung der Chemieindustrie. Doch die Nutzung des vermeintlichen Hoffnungsträgers Hydrogen birgt auch Gefahren und stellt die Branche vor neue Herausforderungen, die das gratis Whitepaper „H2 wie Hoffnungsträger?“ näher für Sie…
Teilen:







