Die Leckageanforderungen an Dichtungswerkstoffe sind in den letzten Jahren stetig angestiegen. Neben den bereits bestehenden Leckagegrenzwerten des DVGW von 10-1 mg/(m s) und der TA-Luft von 10-2 mg/(m s) wird in der letzten Zeit im VDI-Arbeitskreis 2240 (Emissionsminderung Mineralölraffinerien) ein Leckagegrenzwert im Bereich von 10-4 mg/(m s) diskutiert.
Dipl.-Ing. Jörg Lojewski, Dipl.-Ing. Horst Spangenberg
Die genannten Leckageanforderungen können herkömmliche Dichtungsplatten häufig nur begrenzt erfüllen. Die übliche Leckagerate von Graphitdichtungsplatten liegt im Bereich des DVGW-Grenzwertes. Eine Leckagerate von 10-4 mg/(m s) ist für klassische Graphitdichtungsplatten ein derzeit illusorischer Grenzwert, weil auch bei hoher Verdichtung des Graphits die in einem Dichtsystem möglichen Diffusionswege nicht vollständig geschlossen werden können. Auch unter der Annahme, daß bei der Montage die maximal mögliche Dichte von Graphit erreicht werden könnte, würde sich eine für diesen Dichtungswerkstoff charakteristische Leckage einstellen.
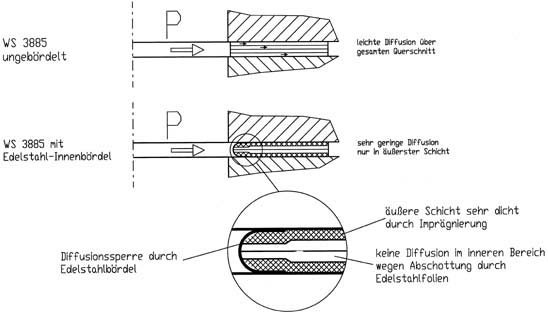
Zur weiteren Erläuterung sind in Abbildung 1 die theoretisch möglichen Diffusionswege in einem Dichtverbund aufgezeigt. Als Weichstoffeinlage ist hier ein Sandwich-Material, bestehend aus wechselweise kleberfrei verbundenen, hochreinen 0,5 mm dicken Schichten aus expandiertem Graphit und 0,05 mm dicken Edelstahlfolien dargestellt. In der ungebördelten Ausführung kann die Diffusion zwischen den einzelnen Metalleinlagen über den gesamten Querschnitt erfolgen.
Durch einen Bördel wird dagegen der mögliche Diffusionsquerschnitt der Dichtung erheblich reduziert. Aufgrund der Abschottung durch die Edelstahlfolien ist keine Diffusion im inneren Bereich möglich, so daß es ausschließlich in der äußeren Schicht zur Gasleckage kommen kann. Eine weitere Verringerung der Gasleckage in der äußeren Schicht könnte nur durch die Werkstoffwahl erreicht werden.
Mit die beste Ausgangsposition für die Einhaltung des angedachten Grenzwertes von 10-4 mg/(m s) haben Dichtungen, die ihre Dichtheit vor allem einem homogenen diffusionsstabilen Werkstoff verdanken. Aus diesem Grund wurde in Zusammenarbeit mit der SGL Technik, Meitingen, eine Dreikomponenten-Dichtungsplatte aus PTFE, Graphit und Edelstahl entwickelt.
Aufbau des Verbunddichtungswerkstoffes
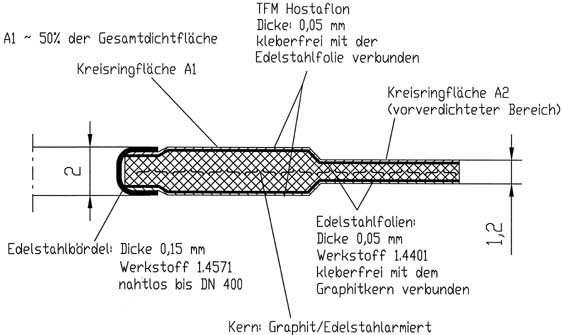
Der Aufbau von Unigraf WS 3870-HB ist in Abbildung 2 dargestellt. Das Basismaterial ist die bereits erwähnte Verbunddichtungsplatte. Sie besteht aus einem kleberfreien Verbund von flexiblen Graphitfolien und Edelstahlverstärkungen und ist beidseitig mit einer dünnen, homogenen PTFE (TFM)-Folie abgedeckt.
Mit dieser Entwicklung ist es gelungen, die dichtungstechnischen Vorteile von expandiertem Graphit – hohe Kompressibilität und Rückfederung, gute Anpassung an Flanschwelligkeiten und -verzüge – mit denen von modifiziertem PTFE (ausgezeichnete Dichtheit, Ausfüllen der Mikrounebenheiten der Flanschdichtleisten, hoher Diffusionswiderstand) und Edelstahl (große Festigkeit) in einem Produkt zu vereinen. Unigraf WS 3870-HB erfüllt somit höchste Dichtheitsanforderungen bei niedriger Flächenpressung und weist eine hohe Ausblassicherheit, Kompressibilität und Rückfederung auf. Der Kaltfluß ist vernachlässigbar und genügt hohen Forderungen an die Produktreinheit. Die medienberührten Teile sind FDA-konform ausgeführt.
Wirkungsweise
Während der Edelstahl-Innenbördel den Dichtungsquerschnitt verschließt, schotten die äußeren Edelstahlfolien den Dichtungskern gegen eventuell zwischen Bördel und Flanschdichtleisten hindurchdringendes Medium ab.
Das porenvolumenreduzierte PTFE (TFM) füllt die Flanschrauhigkeiten aus und gewährleistet die Mikroabdichtung. Flanschunebenheiten gleicht der Graphitkern aus. Zudem verhindert das PTFE (TFM) ein Ankleben der Dichtung an die Flanschdichtleisten, so daß bei der Demontage keine Flansch-/Medienverunreinigung eintreten kann.
Zum Erreichen höherer Dichtpressungen im feststehenden Flansch-Schrauben-System gibt es verschiedenste geometrische Gestaltungen des Dichtkörpers, die eine höhere Verformung des Dichtmaterials bei der Montage zum Ziel haben. Bei Weichstoffdichtungen wären folgende Gestaltungen denkbar:
• innen vorverdichtet,
• außen vorverdichtet,
• innen und außen vorverdichtet,
• wellverpreßt o. ä.
Je nach Geometrie und aus dichtungstechnischer Sicht könnten sich jedoch im Anwendungsfall folgende Konsequenzen ergeben:
• keine ausreichende Anpassung des Innenbördels an die Flanschdichtflächen,
• bei Montagefehler direkter Medienangriff am Dichtungsmaterial, eventuell Ausspülungen,
• Flachsetzen der Wellverpressung insbesondere bei höheren Betriebstemperaturen und dadurch
• Abnahme der Schraubenvorspannung.
Als geeigneteste Dichtungskonstruktion hat sich in Prüfungen bei unabhängigen Prüfinstituten und aufgrund von Betriebserfahrungen die Konstruktion mit außen vorverdichtetem Bereich herausgestellt. Der Anteil der äußeren vorverdichteten Kreisringfläche entspricht in der beschriebenen Ausführung (WS 3870-HB, Profil FD 11) etwa 50% der Gesamtdichtfläche. So kann bei der Montage im nicht vorverdichteten Bereich mit den zur Verfügung stehenden Schraubenkräften eine doppelt so hohe Flächenpressung aufgebracht werden, als wenn von Anfang an die gesamte Dichtungsbreite auf den Dichtleisten aufliegen würde. Dadurch wird die Mindestflächenpressung für den Einbauzustand hinsichtlich der zu realisierenden Leckageklassen deutlich reduziert, und man erreicht mit den zur Verfügung stehenden Schraubenkräften eine gute Verpressung des Bördels sowie eine hohe Verdichtung des Graphitkernes, der unter Betriebsbedingungen weitere Vorteile bezüglich des möglichen Setzverhaltens bietet. Die Dicke des vorverdichteten Bereiches ist dabei mit 1,2 mm Stärke so gewählt, daß bei Montage zwischen dem vorgepreßten Bereich und den Flanschblättern Blocklage erreicht wird. Somit kommt es zur sicheren Kammerung der PTFE-Beschichtung in den Flanschriefen über die gesamte Dichtungsbreite, wodurch ein Fließen des Materials auch bei für PTFE untypischen Betriebstemperaturen von 300 °C ausgeschlossen ist.
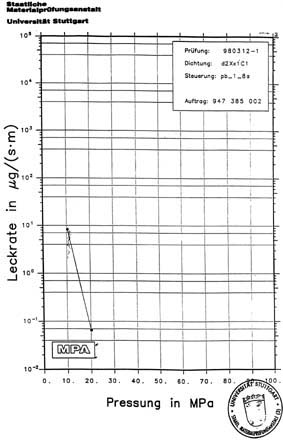
Die hervorragenden Dichteigenschaften werden durch Untersuchungen an der MPA (Materialprüfungsanstalt) Stuttgart belegt (Abb. 3). Dabei ist von besonderer Bedeutung, daß niedrige Leckageraten schon bei geringsten Flächenpressungen erreicht werden. Bei höheren Pressungen liegen die Prüfergebnisse unter der Nachweisgrenze des Prüfgerätes (10-4 mg/m s).
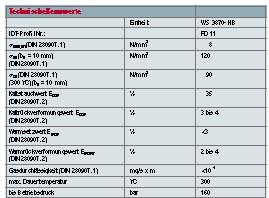
Der Leckagegrenzwert von 10-2 mg/(m s) (TA-Luft) wird bei einem Innendruck von 40 bar schon mit einer Flächenpressung von 10 N/mm² erzielt. Damit sind die Dichtungen sowohl den Spiral- als auch den herkömmlichen Flachdichtungen mit Innenbördel hinsichtlich der Leckagerate überlegen. Auch die Einhaltung des durch die zukünftige Gesetzgebung voraussichtlich geforderten Leckagegrenzwertes von 10-4 mg/(m s) ist bei mittleren Flächenpressungen, die mit normalen DIN-Flanschen (auch DN 50) und 5.6-Schrauben realisierbar sind, möglich (Tabelle).
Einsatzbereiche
Dichtungen aus diesem Verbundwerkstoff eignen sich besonders für den Einsatz bei sehr hohen Anforderungen an die Dichtheit, bei toxischen Medien und Stoffen mit hohem Gefahrenpotential. Andere Applikationsbeispiele sind Abdichtungen, die den FDA-Anforderungen entsprechen müssen oder die Abdichtung von Flanschverbindungen, mit denen nur geringe Flächenpressungen realisierbar sind bzw. die nur niedrige Pressungen ertragen. In Altanlagen ist das ausgezeichnete Anpassungsvermögen von Vorteil und natürlich die Eigenschaft, daß sich die Dichtungen nachziehen lassen, bis die vorgeschriebene Spannung erreicht ist.
Weitere Informationen cav-272
Unsere Whitepaper-Empfehlung

Flexibilität, Effizienz und Produktionssicherheit in der Teigherstellung steigern und Personalmangel ausgleichen. Wie Sie den Spagat mit smarter Automatisierung meistern, jetzt im E-Guide lesen.
Teilen:







