



The Bärlocher group of companies is one of the world’s largest producers of PVC stabilisers and additives. After a major fire destroyed Bärlocher’s production tower, an inter-company project team in close collaboration with a German manufacturer of automatic feed systems was given the task of rebuilding the production facility.
Walter Sonntag
Several mixing lines with 2000 different recipes had to be charged, with an output of up to 20 t/h. At the same time, exact dosing and weighing accuracy tolerances had to be ensured since Bärlocher, as a certified company, must offer high quality. 23 major and 36 minor components had to be fed in on a fully automatic basis, and in addition to flexibility consistent separation into four groups of raw materials was demanded while fulfilling stringent conditions with respect to dust concentration.
Automation technology
The project required a high level of process efficiency and safety in the handling of materials, control of the raw materials used, comprehensive documentation with verification of recipe composition and a high level of availability through the use of telecommunications programs with remote diagnosis and remote servicing. On the software side, Windows NT, interfacing of the process control systems to a DEC computer using Oracle and networking of all workstations were specified.
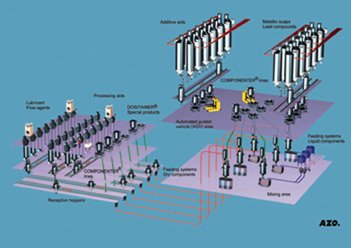
The AZO process control and visual display system which is employed is a distributed client-server application that runs on several computers exclusively under WindowsNT. The system controls:
• The AZO Componenter(r) machines of the major component line with 23 components,
• the minor component line with 36 components together with several operator-controlled weighing stations,
• the automated guided vehicle system (AGVS),
• fully automatic charging of the mixing lines.
The process control system detects incoming production requests by means of a call from the host and starts to prepare the raw materials as soon as possible. The host system organises the individual batches that are prepared for each request in an Oracle database. The overall system has several production lines with the option of triple batch overlapping.
Production sequence
Batch requests are transferred by the host system to the process control system for the bulk product area as well as to liquid dosing and mixer control systems. All automatically weighed components in a batch are collected in the storage hopper of the mixer be-fore being discharged at the request of the mixer. The components can also be weighed manually at the request of the mixing process and then fed directly into the mixer. The recipe defines the discharge sequence for each individual component and determines the order in which the components are to be transferred to the storage hopper of the mixer. Furthermore, the recipe also dictates the processing sequence. This means that a recipe step with a higher processing sequence cannot start until all steps with a lower processing sequence have been completed. In the event of equal-priority processing sequences, the control system decides which recipe step should be started next on the basis of the available resources (scales, silos, containers) and the specified discharge sequence.
The production sequence is controlled fully automatically on the basis of the active batch priority definition and the available resources. Various mechanisms for optimising the throughput of the overall system are also employed. A weighing report is prepared for each weighing request. It contains all the information necessary to create a batch reference later on and to ensure perfect documentation of the entire production process.
Major component handling
23 major components, subdivided into three raw material groups (lead-containing, pigments, metallic soaps) are charged pneumatically by the company’s own production facility using both vacuum and pressure. The major components are stored in two lines. The indoor silos, made of stainless steel, are equipped with large-capacity filters, a continuous level measurement function and a full/empty alarm.
In order to ensure reliable discharging, a vibrating discharge unit is used in conjunction with frequency-controlled dosing screws. A coarse/fine switch permits opera-tion to be optimised for different throughput rates. In certain cases, two dosing screws can also be used – a smaller one for fine dosing and a larger one for very high throughput rates.
The major component batches required in each case are prepared fully automatically for the nine mixing lines. Two Componenter lines with travelling scales weigh the individual components in accordance with the recipe. A split valve in combination with a special docking device ensures that dust generation is kept to a minimum. After the automatic weighing operation, the collecting vessel of the Componenter travels in a straight line to the empty batch container and fills it with the precisely weighed batch. The interchangeable containers are raised from the filling stations under the control of the program by rail-less AGVS trucks, taken to the respective mixer-charging docking sta-tions and deposited there. The individual containers are then automatically fixed in place and connected to the docking device. After this, the valve opens automatically to discharge the container contents, which drop into the catch vessels above the mixers, if necessary with the help of a vibration discharger unit.
Minor component feeding
36 different minor components had to be fed flexibly to all the mixing lines for further processing. This challenge was met by using three Componenter lines, each with between 7 and 17 containers that prepare the minor components automatically. Special batches can be weighed very accurately by means of three separate Dositainer(r) units, each with one discharge station per line.
The storage tanks in these lines are charged by means of hoppers. Large-capacity filters with a central vacuum system ensure that the workstations are operator-friendly. Big bags can be docked onto each hopper with minimal dust generation, for direct filling into the Componenter lines.
A local terminal guides the operator and simultaneously ensures with the aid of a bar code check function that the correct minor components are fed in. Only if the bar-code number of the raw material matches the re-cipe number can the filling door of the relevant hopper or, as the case may be, the valves of the big-bag discharge station be opened. In the same way as with major component feeding, minor components are dispensed into travelling Componenter scales, weighed precisely and, depending on the re-cipe, transferred to receiving hoppers.
In order to ensure the maximum possible flexibility and an efficient production process, each of the linear, travelling Componenter scales has one receiving hopper per mixing line installed underneath it, also travelling in linear fashion. Depending on the recipe, the receiving hoppers dock in matrix fashion inside the minor-component combining section, transfer the batches from the Componenter scales and take them to docking stations for the subsequent vacuum conveying stage.
Charging in the mixing area
The mixers in the powder mixing area automatically receive batches from storage tanks that are charged pneumatically from the batch containers. All the mixer hoppers are equipped with an electromechanical weighing device for control purposes. This device ensures that the complete batch has arrived and that it has actually been emptied into the mixer.
Production-ready liquid components are stored in three tanks that are automatically fed to the recipe in accordance with the mixing process. As some of the liquids used here are highly viscous, the tanks and liquid scales are heated and additionally insulated in order to ensure optimum flow behaviour. All the mixers also allow micro-quantities of dyes, for example, to be added to the mixing process.
Even in the fusion-product mixing area, minor components are conveyed over a distance of 70 m by gentle vacuum-conveyor systems from the central minor-component weighing area. Conveying is particularly gentle for waxes with a very low melting point. Depending on the conveyed product, it is possible to choose between high-density flow and low-density flow. In addition, lead compounds are transported by vacuum conveyors, weighed precisely in a similar way and then transferred to the mixer hopper. Interchangeable conveyor screws enable distribution to each individual mixer at any time.
Environmental responsibility
The search for environmentally responsible production and disposal methods is already a tradition at Bärlocher, and has also influenced the rebuilt production plant. On the filling floor of the minor component section, an automatic sorting machine separates all empty sacks into paper, plastic or special sacks; these are then compressed into manageable disposal units by an automatic screw compactor. Large-capacity filters for all pneumatic conveying systems, docking, dispatch and receiving systems, as well as appropriate extraction systems for feed hopper stations, ensure strict adherence to the maximum limit values laid down for workplaces. The company consistently employs filters with highly efficient separation characteristics to clean the exhaust air from all the vacuum blowers before it passes into the room or out into the atmosphere.
AZO
Fax: ++49/6291/8928
Further information cpp-243
Unsere Webinar-Empfehlung

Die Websession „Wasserstoff in der Chemie – Anlagen, Komponenten, Dienstleistungen“ (hier als Webcast abrufbar) zeigt technische Lösungen auf, die die Herstellung und Handhabung von Wasserstoff in der chemischen Industrie sicher machen und wirtschaftlich gestalten.
Ob effizienter…
Teilen:







