



Die auf Gelatine spezialisierte DGF Stoess AG, Eberbach, hat ihre Geschäftsfelder neu organisiert und die Gelita-Gruppe gegründet. So schaffte man eine Klammer um die Firmen, die schon Gelita-Gelatine herstellten, aber weiter nur unter ihrem eigenen Namen auftraten. dei sprach mit dem Vorstand der Unternehmensgruppe, Dipl.-Ing. (FH) Reinhard Schrieber, über die neue Organisation und die Qualitäskriterien von Gelatine.
Dipl.-Ing. (FH) Denise Fröhlich*
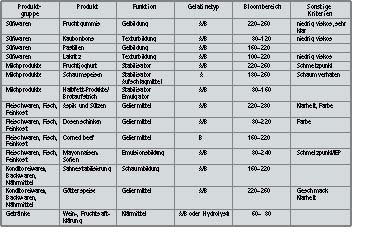
Gelatine ist überall. Sie ist in Gummibärchen, Speiseeis und Negerküssen genauso zu finden wie in Aspik oder Qualitätswein, Produkte in denen sie beispielsweise als Trägermaterial, Eiweißquelle oder Stabilisator dient. Daran hat sich auch nach BSE und Dioxin nichts geändert. „Wir konnten zeigen, daß Gelatine sicher ist“, erklärt Dipl. Ing. (FH) Reinhard Schrieber, Vorstandsmitglied der Deutschen Gelatine-Fabriken Stoess (DGF Stoess) AG, Eberbach, „unsere Rohstoffe stammen ausschließlich vom gesunden, geschlachteten Tier, das veterinärmedizinisch untersucht wurde“.
Die Rohstoffe, das sind Schwarten, Häute und Knochen von Rindern und Schweinen. Gelatine läßt sich nach zwei Aufschlußvarianten herstellen. Die saure Vorbehandlung kommt vorwiegend für die Schweineschwarten zum Einsatz und liefert den Typ A. Der alkalische Aufschluß wird für Rindermaterial verwendet und liefert Gelatine des Typs B. Anschließend werden die vorbereiteten Materialien mehrstufig extrahiert, wobei die ersten Abzüge Gelatine mit den höchsten Bloomwerten enthalten. Die gewonnene Gelatinelösung wird gereinigt, über Eindampfanlagen eingedickt und getrocknet, bevor das Material gesichtet, gemahlen und gemischt werden kann.
Das Endprodukt ist ein blaßgelbes, trockenes Pulver, nahezu geschmacksneutral und geruchlos, frei von Zusätzen und Konservierungsstoffen. Es enthält 84 bis 90% Eiweiß, 1 bis 2% Mineralsalze und 8 bis 15% Wasser. Die Rindergelatine wird bevorzugt für die Pharma- oder Photoindustrie hergestellt. „In die Lebensmittelindustrie geht in Europa mehr als 80% der Schweinegelatine“, sagt Schrieber.
Die Wichtung der Eigenschaften der Speisegelatine richten sich nach Anwendungsgebiet und Endprodukt. Wichtig für die Qualität ist häufig die Gelierfähigkeit, gemessen in Bloom-Gramm. Daneben interessieren Viskosität, Farbe, Klarheit, Schaumneigung, Erstarrungspunkt, pH-Wert, Asche- oder Schwermetallgehalt.
Bloom-Wert als Maß für die Gelfestigkeit
Der Bloom-Wert ist das Maß für die Fähigkeit einer Gelatine in wäßrigen Lösungen verschieden feste Gele zu bilden. Das Beurteilungskriterium ist die Gelfestigkeit. „Um die Gelierfestigkeit einer Gelatine zu bestimmen, drückten früher blinde Frauen mit Ihren Fingern auf die Oberfläche eines Gelees“ erzählt Schrieber. Auf diese Weise konnten nur subjektive Aussagen getroffen werden. Die Gelierkraft ist aber die wichtigste Eigenschaft einer Gelatine. Nach ihr richtet sich der Handelswert. So hat sich ein Verfahren durchgesetzt, das nach seinem Erfinder Bloom benannt wurde und mit dem sich die Gelierfestigkeit objektiv beurteilen läßt: Ein Stempel von 1/20 Durchmesser verformt die Oberfläche des Gallerts, das 6 2/3% Gelatine enthält und vor der Messung über 18 Stunden bei 10 °C gealtert wurde (Abbildung 2). Die Kraft oder die Masse, die für die Verformung notwendig ist, wird in Bloomgramm angegeben. Die Werte sind nur dann reproduzierbar, wenn die Probe unter exakter Einhaltung der Analysevorschriften vorbereitet wird. Gleiches gilt für die zum Lösen erforderliche Wassermenge. „Es gibt kein Urmeter für die Bloom-Messung“, erklärt Reinhard Schrieber. Deshalb beteiligt sich das Unternehmen jedes Jahr an Ringtests, dessen Median der wahre Bloomwert ist.
Die Gelierkraft liegt bei handelsüblicher Gelatine zwischen 80 und 280 Bloom. Doch für die Weiterverarbeitung braucht der Kunde ein engeres, auf ihn zugeschnittenes Fenster. Das erreicht DGF Stoess durch Mischen von Standard-Gelatinen, über die alle Detaildaten bekannt sind. „Wir machen also das Gleiche wie die Tabak- und Whiskyindustrie, wir blenden“, beschreibt Reinhard Schrieber. Auf diese Weise sind Mischungen bis 100 t möglich.
Hochbloomige Gelatine weist eine bessere Ergiebigkeit auf als niederbloomige. In Grenzen läßt sich aber die Gelfestigkeit durch höhere Gelatinemengen steigern.
Bei Götterspeise, Gelee- und Weingummiprodukten ist es grundsätzlich möglich, jede Festigkeit aus beliebigen Gelatinequalitäten zu fertigen. Der Verarbeiter muß nur die Konzentration je nach verwendeter Qualität höher oder niedriger einstellen. So führt in der Süßwarenindustrie hochbloomige Gelatine mit entsprechend niedriger Konzentration zum sogenannten kurzen Biß, während hohe Konzentrationen niederbloomiger Gelatine eine gummielastische, zähe Struktur ergeben. Reinhard Schrieber erklärt: „Für Gummibärchen kann ich beispielsweise 6% einer 300-Bloom-Gelatine verwenden oder etwa 12% einer 100-Bloom-Gelatine. Ich erreiche mit beiden die gleiche Festigkeit.“ Doch aus Sicht des Preises rechnet sich das nicht unbedingt. Denn von der Gelatine niedrigerer Qualität würde dann doppelt soviel gebraucht. Die qualitativ höherwertige Gelatine ist aber nicht doppelt so teuer.
In der Milchwirtschaft verhindert hochbloomiges Gelatineeiweiß Synärese viel stärker als solches mit geringer Gallertfestigkeit.
Aus der Fleischwarenindustrie kommt die Forderung, daß Aspikprodukte auch bei höheren Temperaturen noch schnittfest sein sollen. In Abbildung 3 ist das unterschiedliche Erweichungsverhalten von hoch- und niederbloomiger Gelatine dargestellt. Je höher die Temperatur ist, in der die Ware auch noch schnittfest sein soll, um so höherbloomige Gelatine muß verwendet werden.
In der Getränke-Industrie hingegen haben hohe Gallertfestigkeiten einen schwächeren Schönungs- und Klärungseffekt zur Folge. Dort werden auch Gelatine-Hydrolysate eingesetzt. Sie werden durch weiterführende Hydrolyse in der Gelatineherstellung gewonnen. Da beim Herstellen keine Bitterpeptide entstehen, bleibt das Endprodukt geschmackvoll.
Fast alle Eigenschaften von Gelatine korrelieren mit dem Bloomwert. Höhere Werte ergeben eine höher viskose Gelatinelösung, hellere Farben und bessere sensorische Eigenschaften. Höhere Schmelzpunkte, kürzere Erstarrungszeiten und Abbindepunkte, bessere Geruchs- und Geschmackswerte und höhere Erstarrungstemperaturen sind ebenfalls positiv mit dem Bloom-Wert korreliert.
Stand I2
Weitere Informationen dei 231
Unsere Webinar-Empfehlung

Der Webcast MTP und modulare Produktion bietet eine einzigartige Gelegenheit, mehr über die aktuellen Entwicklungen bei MTP und in der modularen Produktion zu erfahren.
Chemie- und Pharmaproduktion braucht mehr Flexibilität
In der heutigen sich schnell wandelnden Welt stehen…
Teilen:







