

Ragolds-Bonbons sind seit über 111 Jahren in aller Munde. Daß sie dabei immer den Geschmack der Zeit trafen, liegt nicht nur an den innovativen Bonbonrezepturen, sondern auch an der kontinuierlichen Weiterentwicklung des Produktionsprozesses. Ein Beleg dafür ist das vor wenigen Monaten in Betrieb genommene automatische Palettierzentrum. Mit ihm können in der Stunde 2200 Kartons, die ein Gewicht von 1,6 bis 13 kg haben können, palettiert werden.
Jürgen Koch
Was 1887 unter Adolf Speck als „Erste Badische Dampfzuckerwaren- und Dragéefabrik“ begann, trägt heute den Namen Ragolds Süßwaren GmbH + Co. Dazwischen liegen mehr als ein Jahrhundert Geschichte: Seit über 70 Jahren hält die Familie Schindler Ragolds auf Erfolgskurs. 1924 stellte Karl Schindler mit der Übernahme der Geschäftsleitung die Weichen für das Karlsruher Familienunternehmen. 1952 tritt – nach dem plötzlichen Tod des Vaters – Jörg Schindler in dessen Fußstapfen. Mit Oliver und Rainer Schindler ist heute bereits die dritte Generation im Unternehmen tätig. Der Erfolg ist geblieben. National wie international zählt Ragolds zu den Marktführern auf dem Bonbonsektor.
Wenn Petrus grollt, nimm Ra Ra Rachengold
Auch heute noch zählen Hals- und Hustenbonbon zu den beliebtesten Produkten von Ragolds. Darüber hinaus werden in Karlsruhe auch Atem-, Erfrischungs-, Frucht- oder Pfefferminzbonbons alias Atemgold, Gletscher Eis, Juicefuls oder Velemint hergestellt. Die Qualität der Bonbons hängt von einer Vielzahl von Faktoren ab. Erst im Zusammenspiel von gezielter Forschung und Entwicklung, ausgewählten Rohstoffen, sorgfältig aufeinander abgestimmten Wirkstoffkombinationen und schonenden Verarbeitungsverfahren entstehen bei Ragolds Qualitätsprodukte. So ist Ragolds zertifiziert nach DIN EN ISO 9001 und erfüllt die aktuellen Standards des HACCP-Konzeptes.
Die Produktinnovationen der ausgehenden 90er Jahre heißen granini Apfel und granini FruchtGummis. Beide entstanden im Rahmen einer seit 1985 bestehenden Lizenzverbindung zu Eckes-Granini. Produkte dieser erfolgreichen Zusammenarbeit sind auch die granini Frucht- und Multivitaminbonbons.
Bereits dieser knappe Überblick über die Unternehmensentwicklung zeigt, daß in Karlsruhe der Mut zur Innovation gepflegt wird.
Bonbons am laufenden Band
Der Produktionsablauf, beginnend bei der Anlieferung der Rohstoffe bis hin zur Auslieferung der Endprodukte in das Lager des Kunden, ist ein geschlossener, weitestgehend vollautomatischer Kreislauf.
Zähflüssige Bonbonmasse wird zu einem Strang gezogen, anschließend in kleine Stücke geteilt und zu Bonbons geformt – mit dieser Kurzbeschreibung ist nur ein kleiner Schritt im Produktionskreislauf skizziert. Insgesamt sorgen im Karlsruher Werk 140 Mitarbeiter für die Herstellung der Produkte und 100 weitere für die Verwaltung und den Vertrieb von täglich 10 Millionen Bonbons.
Vor Jahren mußten die fertig gewickelten Bonbons zeit- und kostenintensiv von Hand verpackt werden. Heute erfolgt dieser Arbeitsschritt vollautomatisch. Ragolds nutzt dazu eine Bonbon-Beutelverpackungsanlage mit Robotern der Firma Schubert. Die mit vier Robotern als Baukasten aufgebaute Anlage verpackt bis zu sechs verschiedene Beutelformate zwischen 60g und 250 g, stehend oder flach liegend in Cover- bzw. Versandkartons. Die Leistung der Anlage beträgt je nach Formatgröße bis zu 480 Beutel pro Minute.
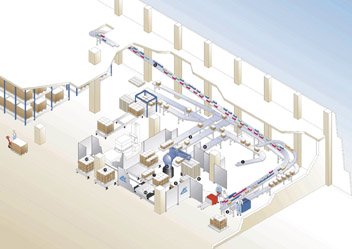
Leistungsfähiges Palettierzentrum
Nach der Modernisierung der Produktverpackungstechnik im Beutelbereich konnte Ragolds zum Jahresende 1998 mit der Palettierung auch das letzte Glied im Produktionsablauf automatisieren. In Zusammenarbeit mit einem Nürnberger Spezialisten für Betriebslogistik wurden das neue Palettierzentrum und die neuen Verpackungsplätze für Boxen entwickelt. Zum Leistungsumfang des Nürnberger Logistikspezialisten gehörte die Projektierung und Realisierung der Komplettanlage inklusive Steuerung sowie der umfassende After-Sales-Service.
Die gesamte Anlage besteht aus zwei Anlagenbereichen: dem Packzentrum und der Palettierung mit moderner Robotertechnik.
Im Packzentrum laufen aus verschiedenen Abteilungen alle Boxengrößen mit verschiedenen Bonbonsorten zusammen. Diese werden über Scannersysteme den einzelnen Transportbahnen sortenrein zugeführt. Es wird automatisch geprüft, welche Transportbahn die stärkste Boxenbelegung aufweist. Diese wird dann zum Verpacken freigegeben. Die Anzahl der freigegebenen Boxen entspricht exakt der Anzahl, die für die Füllung eines Umkartons erforderlich ist. Das Freigabesignal der Transportbahn gelangt automatisch an das Beschriftungssystem. Hier wird der Umkarton mit MHD, EAN-Code sowie der Artikelbezeichnung versehen.
Zwischen Packplatz und Drucker wurde je eine bereits vorhandene Maschine für die Boden- und Deckelklebung integriert. Den Füllgrad der Boxenpufferstrecke zeigen Stablampen an. Um ein Überfüllen der Staustrecke und somit einen Produktionsstop zu verhindern, werden im Automatikbetrieb stets die Strecken für den Packplatz freigegeben, die einen höheren Füllgrad aufweisen. Der Handbetrieb der Anlage dient zum Leerfahren der kompletten Produktstrecke bei einem Produktwechsel.
Da bis zu vier Produkte gleichzeitig verpackt werden können, werden die zwei Langsamdreher (niedrige Stundenleistung) anschließend per Hand auf Paletten geschichtet, die zwei Schnelldreher (hohe Stundenleistung) der automatischen Palettierung zuführen.
In unmittelbarer Nähe befindet sich eine neue Palettierzelle mit einem 4-Achsen-Knickarmroboter vom Typ ABB IRB 640. Vor Produktionsstart werden die notwendigen Leerpaletten- und Zwischenlagenstapel manuell mittels Handhubwagen in boden-ebene Zentrierrahmen in der Zelle positioniert. Das Robotersystem ist dafür ausgelegt, drei verschiedene Artikel sortenrein auf drei Palettenstellplätze zu palettieren. Ein Verfahrwagen, dessen Leistung bereits für eine weitere Roboterzelle ausgelegt ist, sorgt für eine automatische Entsorgung voller Paletten. Spezielles Augenmerk wurde auf den Greifer des Roboters gelegt. Dieser kann nicht nur sechs unterschiedliche Kartongrößen von 375 x 135 x 180 bis 495 x 265 x 155 und die Papierzwischenlagen ohne Umstellung handhaben, sondern auch Euro- und Industriepaletten vom Stapel depalettieren. Das multifunktionale Greifersystem besteht dabei aus einer Vakuumplatte mit unterschiedlichen Saugzonen, die einzeln oder in Gruppen angesteuert werden können. Durch die Einbindung des bereits vorhandenen Lagenpalettierers ist es zudem möglich, zwei Artikel mit erhöhter Taktzahl (je 19 Kartons pro Minute) aus der Beutelabteilung und zwei verschiedene Produkte in Umkartons gleichzeitig zu palettieren. Insgesamt zeichnet sich der eingesetzte Robotertyp ABB IRB 640 durch einen großen Arbeitsbereich, eine sehr schnelle Mechanik und vor allem durch seine hohe Verfügbarkeit bei geringer Wartung aus.
Produktionsplanungs- und Mengen-erfassungssystem optimiert
Die im Palettierzentrum eingesetzte Scannertechnik nutzte Ragolds, um im Leitstand das Produktionsplanungs- und Mengenerfassungssystems des Unternehmens (PPS) weiter zu optimieren. So werden die ge-scannten Artikel im Bestandsystem verarbeitet und ermöglichen damit einen zeitnahen Überblick über die noch zu produzierenden Mengen. Insgesamt ist das Palettierzentrum – es hat eine Leistung von 2200 Kartons pro Stunde – so flexibel konzipiert, daß Anpassungen an die Bedürfnisse von Morgen einfach und kostengünstig möglich sind.
Weitere Informationen dei 237
Unsere Webinar-Empfehlung

Die Websession „Wasserstoff in der Chemie – Anlagen, Komponenten, Dienstleistungen“ (hier als Webcast abrufbar) zeigt technische Lösungen auf, die die Herstellung und Handhabung von Wasserstoff in der chemischen Industrie sicher machen und wirtschaftlich gestalten.
Ob effizienter…
Teilen:







