
The intelligent field devices presently used in the chemical industry are required to satisfy extremely diverse requirements: they must allow simple integration in or trouble-free expansion of existing plants and provide state-of-the-art technology for newly constructed plants. Furthermore, these devices are expected to enable considerable construction, start-up and operating cost savings to be achieved.
Dipl.-Ing. (FH) Jörg Westerholt
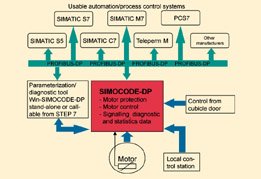
Intelligent field devices, such as the Simocode®-DP 3UF5 system (Siemens Motor Protection and Control Device – Distributed I/O (Fig. 1), must offer the following characteristics: integratability, flexibility, multifunctionality and bus capability. They must form the intelligent link between the motor and the automation or process control system (Fig. 2).
Multifunctionality: protection, control, diagnosis
Multifunctionality is the initial key to motor feeder standardization. From motor protection through control to signalling, diagnostic and statistical data processing, all functions are handled by a single device. Whereas in the past the operator of a plant was required to be familiar with a variety of device components, a knowledge of just one component is all that is necessary today. As a result, the start-up procedure is shorter, fewer cable connections are needed in the control circuit – so that there are also fewer potential sources of faults – troubleshooting is easier both during the commissioning phase and online and the costs of stocking spare parts are reduced, thanks to the smaller number of device components.
The Simocode-DP-system supports multifunctionality. It protects motors against overloading, phase failures, locked rotors and current unbalance, independently of the automation level, in the current range from 0.25 A to 820 A. The system is PTB-approved and can thus be used to protect motors in potentially explosive atmospheres. Thermistors can be connected to the equipment. Earth fault currents can be measured as an option.
Control functions from direct-on-line starters to actuators are stored, and all the signalling, diagnostic and statistical data acquired by the Simocode-DP can be transmitted on the Profibus-DP.
Integratability
There are two particularly important factors which must be taken into account when an existing plant is expanded or replaced. Firstly, the new switchgear must fit seamlessly into the system which is already installed – a process control system, for example – and secondly, the operating personnel must not be confronted with any major changes to the familiar system philosophy.
The Profibus-DP interface in the Simocode-DP system is an open data interface to a variety of automation and process control systems, and complies with EN 50170. These can be Siemens automation and process control systems, such as Simatic S5, S7, C7, M7 or Teleperm M and PCS7, or components from other manufacturers. If, in exceptional cases, the requirements of this standard are not met by the Profibus-DP interface, data couplers must be used. The Simocode-DP system thus fits seamlessly into the existing plant. The control functions and the control/acknowledgement philosophy of older systems are implemented using motor control cards, by means of complex wiring in the control circuit or in the PLC user program. It is important that the operating principle remains unchanged if the switchgear is replaced or expanded. Such changes entail costs for training the operating personnel as well as considerable safety risks during the first few weeks of operation.
Since replacement motor control cards are in the meantime very difficult to obtain, conventional control-circuit wiring is too complicated and transferring the control function to the PLC user program impairs the plant’s availability, many users prefer to search for new solutions.
The Simocode-DP system is one such solu-tion, which has already been installed in a large number of plants all over the world. The integrated control functions and the signal logic and matching modules enable the entire functionality of an existing motor control card to be simulated. All the logic operations, interlocks, switching times and operator enables are processed autonomously in the system.
“Autonomously” means that if a failure occurs on the automation level, or if a fault develops on the communication link, the motor feeder must continue to operate either via a local control point or via the control module in the door of the switchgear cubicle. The availability of the plant is increased as a result.
Bus capability
Planning and construction of new switch-gear and controlgear are required to be both quick and economical. It must be borne in mind that very large volumes of information need to be transferred to the automation/ process control systems in use in the chemical process industry. This represents a formidable challenge. A field bus system interacting with intelligent field devices is the ideal answer.
Up to 126 different bus stations (motorized operating mechanisms) carrying different volumes of data can be connected on the Profibus-DP. The data itself is determined by the intelligent field devices. Simocode-DP establishes the current operating state of the motor feeder – motor running, overload alarm, overload fault, current flowing at the present time, number of overload tripping operations, number of starts, number of operating hours, etc. If a field bus system and an intelligent field device were not used, an additional wire would have to be laid in parallel from the switchgear cubicle to the automation/process control level for every single item of information, and separate components installed for sensing the measured values.
The time required for start-up is significantly shorter, as there is no longer any need for complex tests to ensure that the cables have been laid correctly – the Profibus-DP is a two-wire bus line. There are consequently also fewer potential sources of faults.
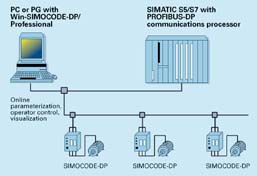
The parameter data is sent from a central parameterization/planning terminal to the individual motor feeders via the Profibus-DP (Fig. 3). No time is lost as a result of wandering from one switchroom to the next in order to parameterize the Simocode-DPs. All the parameters must be read and written. Experience has shown that up to 30 motor feeders have to be commissioned every day.
Detection of incipient faults
It is evident from our exchanges with chemical plant operators that the availability of a new plant can be increased by using intelligent field devices like Simocode-DP. The programmable current limits enable the process engineer to be kept informed of any critical states that occur in the plant. A drop in the current below the lower limit value, for example, serves as an indication that a conveyor belt has torn. “Current limit value out of range” permits an overloaded agitator to be detected at an early stage. The engineer can then intervene directly in the work process and reduce the amount of the substance in the agitator, thereby preventing a machine failure.
Further operating costs can thus be saved over the years as a result of the reduction in unscheduled downtimes. The following critical operating states are also indicated:
l current unbalance,
l overload alarm/tripped,
l thermistor motor protection alarm/tripped,
l earth fault alarm/tripped,
l locked-rotor protection tripped,
l current limit value out-of-range alarm/tripped.
Maintenance by pushbutton
Unscheduled downtimes for switchgear and controlgear maintenance are now a thing of the past. The operator can read out all statistical data, such as the number of starts, the number of operating hours, the number of overload tripping operations, the current of the last overload tripping operation, etc., via the Profibus-DP, simply by pressing a button at a central location. Here too, tours of the switchrooms in order to maintain the motor feeders can be dispensed with.
Siemens
Fax: ++49/911/895-5002
Further information cpp 203
The communication-capable motor protection and control device Simocode DP is a modular system (Fig. 1) consisting of a basic unit, an expansion module and a control module. The basic unit, which has four inputs and four isolated outputs, handles all the motor protection and control functions autonomously and sets up connections to the Profibus-DP. The expansion module can be used to connect eight additional inputs and four additional, isolated outputs. The control module, with six indicator lights and three control keys, enables an actuator to be controlled manually at the switchgear cubicle. A small current transformer (0.25 A to 820 A/1 A) is available for indicating the current at this cubicle. The parameters can be set using the Win-Simocode-DP software, which runs under Windows 95 on any AT-compatible personal computer.
Unsere Webinar-Empfehlung

Der Webcast MTP und modulare Produktion bietet eine einzigartige Gelegenheit, mehr über die aktuellen Entwicklungen bei MTP und in der modularen Produktion zu erfahren.
Chemie- und Pharmaproduktion braucht mehr Flexibilität
In der heutigen sich schnell wandelnden Welt stehen…
Teilen:







