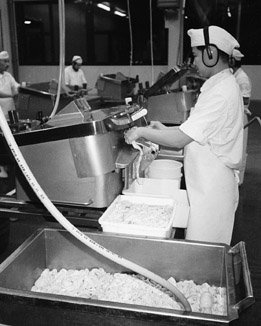

Das Unternehmen Wisniowski in Georgsmarienhütte nahe Osnabrück konfektioniert Naturdärme für die Wurstherstellung. Das Rohmaterial ist mit Salz konserviert. Die Erhaltung der hohen Qualität des Naturproduktes wirkt sich auf den Verarbeitungsprozeß und damit auf die Druckluftversorgung aus, denn Druckluft kommt direkt während der Konfektion mit den Naturdärmen in Berührung.
Zunächst wird mit Hilfe der Druckluft der Naturdarm aufgeblasen. Dieser Vorgang ist für die genaue Kalibrierbestimmung der Naturdärme wichtig. Steht kein ausreichend hoher Druck zur Verfügung, wird der Darm nur unzureichend aufgeblasen und das Kaliber ist nicht genau festzustellen; bei zu hohem Druck kann der Darm platzen. Nachdem die Därme sortiert sind, werden die Krausen mit Hilfe von Druckluft abgebunden und verschlossen. Der Naturdarm ist nun konfektioniert.
Vor mehr als zwei Jahren war bei dem westfälischen Unternehmen nicht nur die Leistung des Kompressors zu klein, auch die Konfektionskapazität reichte nicht mehr aus. So entschloß man sich, am selben Standort eine neue Produktionsstätte aufzubauen.
Druckluft in Lebensmittelqualität
Um die von der internationalen Norm ISO 8573-1 geforderte Druckluftqualität der Klasse 1 (höchster Anforderungsgrad von 0,01 mg/m³ Restölgehalt) zu erreichen, muß dem Kompressor ein Trockner und ein Micro-Feinfilter nachgeschaltet werden. Bei ordnungsgemäßer Trocknung kann bereits der Micro-Filter ausreichen, um die Klasse 1 der ISO 8573-1 zu gewährleisten. Das ist Stand der Technik und wird bei Wisniowski auch so gehandhabt.
Als zusätzliche Sicherheitsmaßnahme dient jedoch ein Aktivkohle-Filter, der bei einer eventuellen nachfolgenden Abkühlung der Druckluft eine Rückkondensation vermeidet.
Bei der Neuplanung einer Druckluftstation stellt sich die Frage nach dem geeigneten Verdichtersystem. In diesem Fall mußte ein alter Kolbenkompressor ersetzt werden. Bei der Analyse der Betriebsbedingungen, der Arbeitsweise und des Druckluftbedarfs stellte man fest, daß der Einsatz von drei Schraubenkompressoren, die dann auch noch untereinander getauscht werden können, am geeignetsten ist. Zwei Schraubenkompressoren bewältigen den Grundlastbetrieb und ein Schraubenkompressor steht als Spitzenlastkompressor stand-by. Da Schraubenkompressoren dann wirtschaftlich arbeiten, wenn sie im Durchlaufbetrieb fahren, entstehen in diesem Fall keine unnötigen Leerlaufkosten.
Intensive Entwässerung der Druckluft
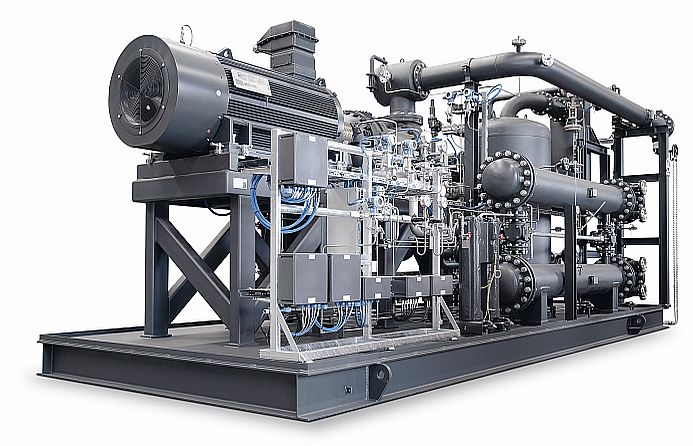
Die neue Druckluftstation besteht aus drei Schraubenkompressoren der Baureihe S20 mit einer Antriebsleistung von je 15 kW und einer Liefermenge von 2160 l/min bei 10 bar Höchstdruck. Die Schraubenkompressoren verdichten die Luft gemeinsam in zwei parallel geschaltete, verzinkte Druckluftbehälter. Diese dienen in erster Linie zum Speichern aber auch zur Entwässerung der Druckluft. Kondensat fällt einmal im Nachkühler durch die intensive Kühlung der Kompressoren an. Es wird hier noch nicht abgeleitet, denn die Druckluft transportiert das Kondensat durch ihre optimale Strömungsgeschwindigkeit in den Druckluftbehälter. Außerdem fällt dort durch weitere Abkühlung der Druckluft an der großen Manteloberfläche zusätzlich Kondensat aus. Die intensive Entwässerung im Behälter erzeugt eine Druckluft von hoher Qualität, die weitere Kosten bei der anschließenden Aufbereitung spart. Das ist ein weiterer Teil der wirtschaftlichen Druckluftversorgung.
Der bereits vorgetrockneten Druckluft entzieht der nachgeschaltete Kälte-Drucklufttrockner durch Abkühlung weiteres Kondensat. Anschließend gelangt die Druckluft über eine Micro-Filter/Aktivkohle-Kombination. Diese scheidet Ölanteile, Geruchs- und Geschmacksstoffe, die vorher mit dem Kondensat noch nicht ausgewaschen wurden, aus der Druckluft aus. Durch den Einsatz der Aktivkohle ist ausgeschlossen, daß Mineralöldämpfe mit der Druckluft in den Darm und somit später in die Wurst gelangen können.
Zentralsteuerung optimiert Drucklufterzeugung
Von den drei Schraubenkompressoren decken zwei Maschinen den kompletten Druckluftbedarf ab. Der dritte Schraubenkompressor dient als Reservekompressor und steht bei Wartungsarbeiten oder bei erhöhtem Druckluftbedarf zur Verfügung. Außerdem ist hierdurch eine Kapazitätserhöhung um weitere dreißig Prozent bereits berücksichtigt. Damit alle Kompressoren regelmäßig im Einsatz sind, werden sie mit Hilfe der MCS-Mehrfachanlagensteuerung abwechselnd betrieben.
Im Normalfall würden die drei Maschinen druckabhängig über ihre eigenen Druckschalter kaskadenartig gesteuert. Die Druckschalter regelten dann den ersten Kompressor zwischen 9,5 und 10 bar, den zweiten zwischen 9,2 und 9,7 bar und den dritten zwischen 8,9 und 9,4 bar. Damit in jeder Betriebsphase 8,9 bar in den Druckluftbehältern für den Betrieb zur Verfügung stünden, müßte also ein Kompressor eine Luftverdichtung auf 10 bar vollziehen und ein weiterer auf 9,7 bar. Bedenkt man, daß eine Höherverdichtung um 1 bar ca. 6 bis 10% zusätzliche Energie benötigt, ist diese Lösung unwirtschaftlich. Zum MCS-Steuerungskonzept gehört ein Drucksensor, der an einem der Druckluftbehälter anzubringen ist und alle drei Schraubenkompressoren steuert. Er steuert sie nicht einzeln über ihre eigenen Druckschalter, sondern gemeinsam mit einer Druckdifferenz von nur 0,5 bar. Eine Höherverdichtung um 0,6 bar ist also ausgeschlossen. Man spart bei dieser Betriebsweise 0,6 mal 6%, also mindestens ca. 4% Energie.
Lebensmittelgerechte Druckluft-fortleitung
Ein wesentlicher Grund für den Einsatz dieser Schraubenkompressoren war das intensive, praktisch druckverlustfreie Ölabscheidekonzept. Im liegenden kombinierten Druckluft-Ölbehälter regnet das Öl aus der Druckluft aus. Das garantiert einen konstanten niedrigen Restölgehalt in der Druckluft von max. 3mg/m³ in jeder Betriebsphase und lange Standzeiten der Ölabscheidepatrone. Durch die intensive Ölvorabscheidung von ca. 98% im liegenden Ölabscheidebehälter und den hohen Sicherheitsabstand von der Öloberfläche bis zur Ölabscheidepatrone ist der niedrige Restölgehalt der Druckluft gewährleistet. In Verbindung mit der nachgeschalteten Druckluftaufbereitung steht so Druckluft in Lebensmittelqualität zur Verfügung. Der Salzgehalt der Rohware und die hohe Luftfeuchtigkeit würden unbehandelte Stahlrohre schnell zum Rosten bringen. Deshalb sind alle Druckluft-Rohrleitungen aus Kunststoff. Ein Korrodieren der Rohrleitungen ist somit ausgeschlossen. Außerdem verhindert Kunststoff eine äußere Betauung und Schwitzwasserbildung an den Rohrleitungen.
Weitere Informationen dei 226
Unsere Whitepaper-Empfehlung
Neuen, klimafreundliche Wasserstoffwirtschaft
Teilen:







