
Ziel jeder UHT-Anlage ist die Abtötung aller Sporen bei gleichzeitig schonender Produkterhitzung, damit die biologische Wertigkeit des Lebensmittels weitestgehend erhalten bleibt. Es gibt kein „Rezept“ für das beste Konstruktionsprinzip einer UHT-Anlage für alle Produkte. Jeder Erhitzungsprozeß ist immer gleichzeitig auch eine Optimierungsaufgabe, da sich positive und negative Einflüsse überlagern.
K. Bake
Heute werden vom Verbraucher qualitativ hochwertige Milch- und Lebensmittelprodukte erwartet, die schonend hergestellt sowie lange haltbar sind und einen hohen ernährungsphysiologischen Wert haben. Neben dem ursprünglichen Ziel, Milchprodukte lange haltbar zu machen und ausschließlich Mikroorganismen sowie Enzyme zu inaktivieren, müssen deshalb auch andere Kriterien wie Produktqualität, Geschmack, Geruch, Farbe, Viskosität und Lagerungsstabilität berücksichtigt werden.
Milch- und andere lebensmittelverarbeitende Unternehmen können dabei folgende strategische Ausrichtungen wählen:
l Kostenführerschaft für ausgewählte Handelssegmente. d.h. Effektivitätssteigerung,
l Preisführerschaft durch Premiummilchprodukte oder
l Erweiterung der Produktpalette mit Spezialprodukten.
UHT-Produkte in Premiumqualität
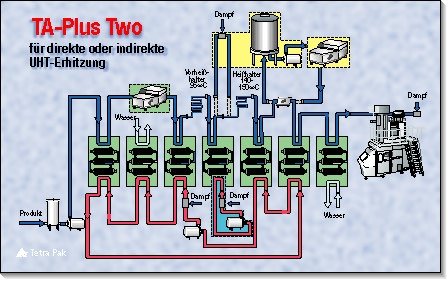
Durch die ständig anwachsende Produktpalette mit erhöhten Anforderungen an die Produktqualität und die Einführung neuer Hygienerichtlinien mit strengen bakteriologischen Maßstäben, haben sich auch die Anforderungen an UHT-Anlagen grundlegend geändert. Die Entwicklung der Tetra-Therm-Aseptic-Plus-Two-Anlage sollte diesen neuen Anforderungen Rechnung tragen (Abb. 1). Zielsetzung war dabei die Optimierung von Sterilisierung, Produktqualität, Wirtschaftlichkeit, Bedienungs- und Servicefreundlichkeit sowie größtmögliche Flexibilität für verschiedene Erhitzungsprozesse und eine Multi-Produktpalette. Mit diesem UHT-Prozeßsystem kann zwischen drei unterschiedlichen UHT-Verfahren für Milch und flüssige Lebensmittel gewählt und damit das Produktionspotential gesteigert werden. Die Produktplatte läßt sich durch einfaches Umschalten zwischen den Systemen flexibel erweitern.Es sind folgende drei Verfahren durchführbar:
l TA VTIS mit direkter Dampfinjektion für Premiumprodukte (Verfahren 1),
l TA Flex mit indirekter Erhitzung für hohe Wirtschaftlichkeit (Verfahren 2),
l TA Plus (Verfahren 3), eine Kombination von Verfahren 1 und 2.
Durch die Kombination von zwei bewährten Systemen – indirekte Erhitzung mit effizienter Wärmerückgewinnung im Röhrenwärmeaustauscher und direkte Dampfinjektion – können UHT-Produkte in Premiumqualität bei gleichzeitig reduzierten Betriebskosten hergestellt werden(Abb.2).
Für die Erhaltung des typischen Frisch-milchgeschmacks sowie der ernährungsphysiologischen Wertigkeit ist ein schonender Erhitzungsprozeß ausschlaggebend. Die TA-Plus-Two-Anlage kann auch für hocherhitzte, längerfrische Trinkmilch (ESL, Erhitzung auf 121 bis 127°C) zur Haltbarkeitsverlängerung auf 14 bis 21 Tage bei Lagertemperaturen bis 10°C eingesetzt werden.
SteriIisierungseffekt und Produkt-qualität
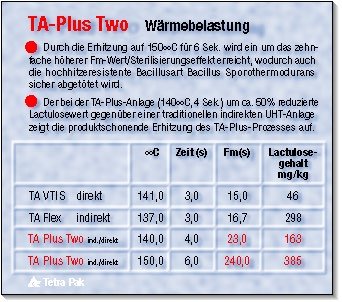
Bei der Gegenüberstellung der Fm-Werte (charakterisiert die Abtötung von Mikoorganismen bzw. deren Sporen) zeigt sich bei einer Temperatur von 140°C ein vergleichbarer Wert für den TA-Plus-Prozeß und für den Standard-TA-Flex-Prozeß mit Röhrenwärmeaustauschern (Tabelle). Erhöht man die UHT-Temperatur auf 150°C, erhöht sich gleichzeitig der Fm-Wert um den Faktor zehn auf 240s, wodurch auch besonders hitzeresistente Sporen (HRS) abgetötet werden können. Forschungsarbeiten in Zusammenarbeit mit der Bundesanstalt für Milchforschung, Kiel, haben gezeigt, daß mit der TA-Plus-Two-Anlage und ihrem speziellen Temperaturprogramm sogar die besonders hitzerestistente Bakterienart Bacillus Sporothermodurans abgetötet werden kann und damit auch für hochhitzeresistente Sporen ein sicherer Sterilisierungseffekt gewährleistet ist
Zur Beurteilung der Wärmebelastung der Milch während der UHT-Behandlung kann der Lactulosewert herangezogen werden. Zudem besteht wohl eine Korrelation zwischen sensorischem Empfinden und Lactulosegehalt. Der Lactulosewert für Milch nach dem TA-Plus-Prozeß liegt um ca. 50% unter dem Wert eines Standard-TA-Flex-Prozesses mit Röhrenwärmeaustauscher, ein Indiz für besonders produktschonende Erhitzung.
Durch die höhere Wärmerückgewinnung im oberen Temperaturbereich des TA-Plus-Prozesses liegt die Energieausbeute im Vergleich zu einer konventionellen UHT-Anlage mit direkter Dampfinjektion um ca. 20% höher. Weiter konnte auch der Wasserverbrauch um ca. 50% reduziert werden.
Produktpalette flexibel erweiterbar
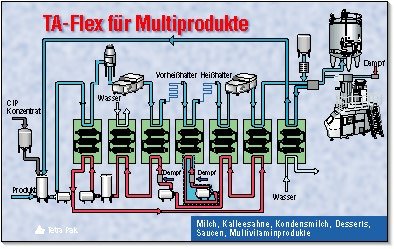
Zur Erweiterung der Produktpalette sind maßgeschneiderte, auf die Kundenanforderungen zugeschnittene Vielzweck-UHT-Anlagen, sog. Multiflex-Anlagen, entwickelt worden (Abb. 3). „Multiflex“ steht als Synonym für eine universelle Multiproduktpalette mit größtmöglicher Flexibilität und Produktvielfalt und einem optimierten und sicheren Prozeßablauf. Wichtige Ausstattungsmerkmale einer Multiflex-Anlage sind Röhrenwärmeaustauscher für flüssige und viskose Produkte mit hohen Betriebsdrücken von über 60 oder sogar 80 bar, eine stufenlose Leistungsregelung im Verhältnis 1:2 bis 1:3, der Einsatz von zwei Heißwasserkreisläufen zur Steigerung der Produktflexibilität und teilbare Erhitzer- und Kühlabteilungen. Außerdem ist eine Umkopplung der Röhrenwärmeaustauscher je nach Leistung und Produktviskosität sowie eine Umkopplung der Vorheißhalte- und UHT-Heißhaltezeiten durchführbar.
Bei den Homogenisatoren ist nichtaseptische bzw. aseptische Homogenisierung möglich oder der Einsatz von zwei Homogenisatoren bzw. die Kombination von nichtaseptischer Homogenisierung und einem aseptischen Homogenisierventil.
Zudem erfolgt eine Anpassung der UHT-Erhitzung an die jeweilige Produktrezeptur. Es sind nach den vorliegenden Erfahrungen gerade die viskosen Produkte, die für die Aseptik-Prozeßtechnik einen großen Spielraum an Kreativität und Produktenwicklung zulassen. Für solche Produkte empfiehlt es sich, genügend Zeit und Arbeit in die Untersuchung der Fließeigenschaften zu investieren. Insbesondere für Pudding- und Dessertprodukte und für andere nicht newton’sche Produkte ist eine sorgfältige Viskositätsuntersuchung mit einer Fließkurve unabdingbar für die Auslegung der Röhrenwärmeaustauscher.
Perspektiven und Trends
Generell gilt, daß die Anforderungen an Produktqualität, an die Flexibilität der UHT-Anlagen und an die Betriebssicherheit weiter steigen werden. Aus heutiger Sicht zeichnen sich für die nächsten Jahre folgende Perspektiven und Trends ab:
l höhere Produktqualität und Erhaltung des Frischecharakters während der Lagerung,
l längere Standzeiten zur Effektivitätsteigerung der Abfüllung und zur Kostenminimierung,
l Röhrenwärmeaustauscher mit höheren Betriebsdrücken von über 80 bis 100 bar (u.a. Regenerativ-Röhrenwärmeaustauscher Produkt/Produkt),
l mehr Qualitätsmanagement und Qualitätssicherung,
l andere Verpackungsgrößen (z.B. 1,5 und 2,0l für Premiumprodukte),
l zunehmende Verarbeitung von viskosen, faserhaltigen und stückigen Produkten.
Weitere Informationen dei 223
Unsere Whitepaper-Empfehlung

Wasserstoff gilt als Schlüssel für die Dekarbonisierung der Chemieindustrie. Doch die Nutzung des vermeintlichen Hoffnungsträgers Hydrogen birgt auch Gefahren und stellt die Branche vor neue Herausforderungen, die das gratis Whitepaper „H2 wie Hoffnungsträger?“ näher für Sie…
Teilen:







