
Der immer härter werdende globale Wettbewerb und wachsende Probleme mit der über 13 Jahren alten Prozessleittechnik veranlassten Degussa Initiators Anfang 2001, die technische Realisierung des gesamten OP-Betriebes (organische Peroxide) am Produktionsstandort Pullach zu überdenken. Statt eines Prozessleitsystems entschied man sich für ein umfangreiches Automatisierungskonzept auf der Grundlage eines sicherheitsgerichteten Steuerungssystems und eines übergeordneten Scada-Systems.
Bernd Fiegenschuh, Dr. Wolfgang Burda, Rolf Hafner
Organische Peroxide werden unter anderem als Polymerisationsinitiatoren, Härter und Verbinder für synthetische Harze und Gummi eingesetzt. Die Verbindungen sind verhältnismäßig instabil, temperaturempfindlich und brandfördernd, einige sind zudem explosionsgefährlich. Sie zerfallen beispielsweise unter Temperatur- oder Katalysatoreneinwirkung in Radikale. Wird die Zersetzungswärme nicht abgeführt, kann es zur Explosion kommen. Organische Peroxide verlangen somit sorgfältigen Umgang und besondere Sicherheitstechnik. Die Produktionsstätte Pullach (Bild 1) am südlichen Stadtrand von München ist nach SIL 3 eingestuft.
Neben den hohen Sicherheitsanforderungen ist – insbesondere bei Batchprozessen wie diesem – die Flexibilität bei der Produktherstellung von großer Bedeutung. In den betroffenen Produktionseinheiten müssen insgesamt 15 000 Prozessvariablen kontrolliert und gesteuert werden. Dabei lässt der Prozess nur eine Reaktionszeit der Automatisierungsvorgänge von maximal einer Sekunde zu. Degussa beauftragte Kiel Engineering mit der Erstellung des Automatisierungskonzeptes, der Anwender- (40 Programme) und Visualisierungsprogramme sowie mit der Unterstützung bei der Inbetriebnahme. Hima Paul Hildebrandt lieferte die Hardware und unterstützte bei der Konzepterstellung. Dieses Projekt war die größte Investition im Bereich der Automatisierung in den letzten Jahren am Standort Pullach. Die größte Herausforderung für die Planungsingenieure war die Forderung nach möglichst kurzen Stillstandszeiten. Die im Vorfeld angepasste Produktionsplanung ermöglichte Umbauzeiten bis maximal drei Wochen pro Produktionseinheit.
Automatisierungsgrad deutlich gesteigert
Mit dem Austausch der konventionellen und veralteten Bedien- und Beobachtungselemente sollte der Automatisierungsgrad in wesentlichen Teilen deutlich gesteigert werden. Weitere Schwerpunkte des Automatisierungskonzeptes waren:
- Ersatz aller vorhandenen und betroffenen Steuerungssysteme durch eine einheitliche neue Systemgeneration
- Schaffung einer einheitlichen Schnittstelle Mensch-Prozess
- Schaffung neuer Räumlichkeiten für die Zusammenlegung der beiden bis dato dezentralen Messwarten
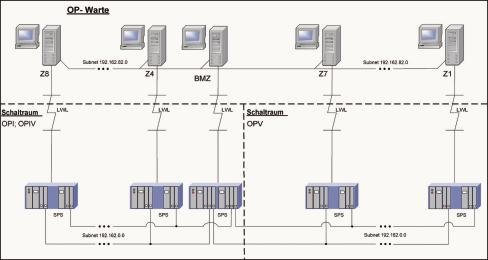
Bild 2 zeigt die Netzwerkanbindung der Automatisierungsgeräte an die Bedien- stationen. Von diesen werden alle Analogwerte auf einen zentralen Datenserver weitergereicht. Der Scada dient zum Archivieren, Alarmieren, Bedienen und Beobachten. Alle Steuerungs- und Regelungsaufgaben sind vollständig in der sicherheitsgerichteten und hochverfügbaren SPS (SSPS) vom Typ H51q-HS realisiert. Die Bedienstationen sind im Interesse einer hohen Verfügbarkeit als vollständig redundante Scada-Systeme aufgebaut. Die Kommunikation zwischen der SSPS und der Bedienoberfläche erfolgt über eine redundante OPC-Anbindung, darüber werden etwa 2500 Variable redundant verarbeitet.
Sicherheitsgerichtetes Leitsystem statt Prozessleitsystem
Zu Beginn des Projektes waren zwei Automatisierungskonzepte diskutiert worden:
- ein Prozessleitsystem zur Bedienung und Beobachtung und zur Überwachung und Steuerung der nicht sicheren Steuer- und Regelkreise und – diesem unterlagert – ein Sicherheitssystem als Shut-Down-System
- ein Sicherheitssystem zur Überwachung, Steuerung und Regelung aller sicheren und nicht sicheren Automatisierungskreise und ein übergeordnetes Scada-System zur Bedienung und Beobachtung aller Regel- und Steuerkreise
Die Erfahrungen mit einem Prozessleitsystem und einer unterlagerten Sicherheitssteuerung in einer Produktion haben gezeigt, dass insbesondere die Inbetriebnahme sehr zeitaufwändig ist. Aufgrund der Sicherheitsphilosophie der Anlage war es notwendig, weite Abschnitte der Ablaufketten nicht nur im Leitsystem zu integrieren, sondern auch in der Sicherheitssteuerung nachzubilden. Daraus ergab sich nicht nur ständig doppelter Programmieraufwand, sondern auch eine langwierige Synchronisierung der Abläufe in der Sicherheitssteuerung und im Leitsystem. Die erforderliche Flexibilität der Anlagen und wirtschaftliche Aspekte führten letztlich zu der Entscheidung, auf die Schnittstelle Prozessleitsystem und Sicherheitssteuerung zu verzichten und das zweite Konzept zu realisieren. Ein Pluspunkt dabei war, dass das Sicherheitssystem bis zum Safety Integrity Level SIL 3 zugelassen ist.
Sicherheitssystem H51q als prozessnahe Komponente
Die eingesetzten Automatisierungssysteme vom Typ H51q zeichnen sich durch hohe Skalierbarkeit aus. Der Grad der Verfügbarkeit kann frei gewählt und den wirtschaftlichen Gegebenheiten angepasst werden. Sowohl das Steuern von sicherheitsrelevanten Prozessen wie auch das sichere Rechnen von komplexen mathematischen Vorgängen und das Regeln von Prozessvorgängen sind Standardfunktionen des modularen Sicherheitssystems. Einem Zentralgerät können bis zu 256 Ein-/Ausgabe-Baugruppen (binär, digital, analog jeweils sicher und/oder nicht sicher) zugeordnet werden. Die sicherheitsgerichtete Datenübertragung zu weiteren H51q-Systemen erfolgt mit dem bewährten Ethernet-Bus safeethernet. Somit stehen Datenübertragungsgeschwindigkeiten bis 100 Mbit/s für die sicherheitsgerichtete Übertragung zur Verfügung. Zur Konfiguration, Überwachung, Bedienung und Dokumentation werden Standard-PCs mit dem Programmiersystem ELOP II (IEC 61131–3-konform) eingesetzt.
Die Anwendung bei Degussa Initiators stellt eine große Herausforderung an die Verarbeitungsleistung der H51q dar. Da die Automatisierung nicht nur die reinen Shut-Down-Funktionen beinhaltet, sind sowohl sichere als auch nicht sichere Automatisierungskreise im System vereint. Zur Visualisierung wurde eine Standard-Scada-Software (Supervisory Control and Data Acquisition) ausgewählt. Die Client-/Server-Architektur des Scada-Systems ist eine ideale Plattform für die geforderte Flexibilität. Die Anbindung des Systems an die Sicherheitssteuerung wurde mit OPC realisiert. Das Scada-System stellt den notwendigen OPC-Client zur Verfügung.
Beispielhaft wird im Folgenden eine Produktionseinheit betrachtet. Das Verhältnis bei dieser Produktionseinheit zwischen den nicht sicheren und sicheren Messkreisen und Funktionen liegt bei ca. 90 zu 10. Der Grund für diesen relativ hohen Anteil ist das zu handhabende Gefahrenpotenzial bei der Herstellung organischer Peroxide.
Struktur statt Tortur
Ein Sicherheitssystem, das eine vollständige Leitsystemfunktionalität erfüllen muss, erfordert eine streng hierarchische und übersichtliche Programmstruktur. Alle zum Einsatz kommenden Funktionsbausteine basieren auf den bewährten Standardkomponenten der ELOP-II-Bibliothek. Die Analogwertverarbeitung wird von angepassten Programmbausteinen gebildet, die aus diesen Standards abgeleitet sind. Die Produktionseinheiten werden als Mehrzweckanlagen betrieben. Jedes Herstellverfahren wird von einer eigenen Ablaufkette gesteuert. Dabei wird zwischen der eigentlichen Synthese und einem separaten Aufarbeitungs-/Waschprogramm unterschieden. Jedes Produktionsprogramm besteht aus ca. 80 Schritten. Die programmierten Ablaufketten basieren auf dem Standard-Schrittbausteinkonzept von ELOP II. Dieses Konzept wandte Kiel Engineering konsequent an und erweiterte es. Es war eine wesentliche sicherheitstechnische Forderung der Degussa AG, dass nicht nur alle Produktionsprogramme, sondern auch alle Rezepte ständig in der Sicherheitssteuerung geladen sind.
Die Auswahl der Produktionsprogramme und der dazugehörigen Rezepte erfolgt über das übergeordnete Scada-System – eine Automatisierungslösung, die im Zusammenhang mit der Auswahl von Programmen (oder auch Rezepturen) für sicherheitsrelevante Automatisierungsaufgaben besondere Vorkehrungen und Maßnahmen erfüllen muss. In enger Absprache mit dem TÜV wurde dazu ein spezielles zweikanaliges Handshake-Verfahren zwischen dem Sicherheitssystem und dem Scada-System implementiert und durch organisatorische Festlegung das Vier-Augen-Prinzip bei der Bedienung festgeschrieben. Durch das hohe Sicherheitsniveau der Steuerung, das eine Datenverfälschung innerhalb des Systems nicht zulässt, und durch die unterstützenden Applikationsprogramme konnten die Vorgaben vollständig erfüllt werden. Da sich die Produktionseinheiten eine gemeinsame Rohstoffversorgung teilen, ist eine umfangreiche Datenkommunikation mit den einzelnen Abnehmern sowie untereinander notwendig. Die Rohstoffversorgung ist ebenfalls mit einer H51q automatisiert. Alle Sicherheitssteuerungen kommunizieren über safeethernet miteinander.
Datenintegration ins übergeordnete ERP-System
Eine weitere Funktionalität ist die Datenintegration in das übergeordnete ERP-System von SAP. Alle Daten des im System aktiven OPC-Servers stehen einem zentralen Datenkollektor zur Erfassung zur Verfügung. Zur Übertragung der Daten aus der historischen Datenbank wurde eine Schnittstelle definiert, die den Datentransport mittels Telegrammen über RFC (Remote Function Call) vorsieht. Mit einem eigens von Kiel entwickelten Programmmodul ist es möglich, aus der historischen Datenbank Daten zu extrahieren, weiterzuverarbeiten und an die Schnittstelle zu übergeben. Zur Verfolgbarkeit der Kommunikation wird der Export jedes Telegramms protokolliert. Zur Zeit werden die Tankstände aller eingesetzten Rohstoffe über diesen Weg erfasst und an das SAP-System übergeben. In Verbindung mit dem eingesetzten Scada-System und der speziell angepassten SAP-Schnittstelle ist es damit gelungen, nahezu die vollständige Funktionalität eines Leitsystems in eine SSPS-Umgebung zu integrieren.
Sichere Anlagenbedienung
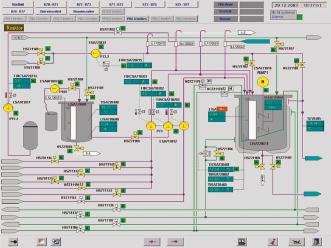
Da im Werk bereits Leitsystemtechnik eingesetzt wurde, sollte die Bedienphilosophie der vorhandenen Systeme aufgenommen und soweit wie möglich nachgebildet werden. Der Bedienbildschirm teilt sich in drei Bereiche auf (Bild 3):
- ein immer sichtbares Übersichtsbild, das den sofortigen Wechsel in alle konfigurierten Anlagenbilder gestattet
- ein Tastenfeld am unteren Bildschirmrand, das allgemeine Funktionen wie Hupenquittierung und das Aufrufen der Alarmbilder ermöglicht
- das eigentliche Bedienbild, das den zentralen Bereich des Bildschirms bildet
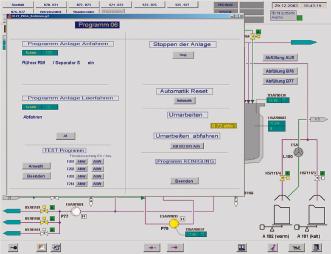
Die Ablaufketten der einzelnen Produktionseinheiten werden über ein separates Bedienfenster visualisiert (Bild 4). Ein Produktwechsel ist nur bei vollständig entleerter Anlage möglich. Hat der Bediener über einen gesonderten Anwahldialog das gewünschte Produkt ausgewählt, wird der Aufruf des zugeordneten Bedienmenüs freigegeben. Bei kontinuierlichen Produktionsprozessen sind zwei Sequenzen von Bedeutung, der Anfahr- und der Abfahrprozess. Für beide gibt es eine separat programmierte Ablaufkette. Neben der Schrittnummer werden ein oder mehrere Bedientexte eingeblendet, die den Anlagenfahrer über den aktuellen Zustand der Ablaufkette informieren.
Insgesamt besteht die zentrale Warte heute aus 32 Bedienplätzen für 15 Produktionseinheiten und deren Nebenanlagen. Ein Großbildschirm dient der Überwachung der sicherheitskritischen Außenbereiche der Anlage. Durch das Scada-System ist es möglich, alle Analogwerte wie in einer klassischen PLS-Umgebung zu archivieren. Sämtliche Messwerte, Betriebsstundenzähler und Regelventilstellungen sowie ein gewisser Prozentsatz der Binärkontakte werden kontinuierlich registriert. Das Aufzeichnungsintervall beträgt 10 s. Damit lassen sich die Prozesse mit hoher zeitlicher Auflösung verfolgen und zudem ist eine mehrjährige Aufzeichnungsdauer möglich.
Erwartungen erfüllt
Die Projektierung dieses Konzepts hat gezeigt, dass selbst bei größeren Projekten mit bis zu 15 000 Prozessvariablen durch intelligente Bearbeitung unter Ausnutzung aller in der Standard-Office-Welt verfügbaren Möglichkeiten ein Automatisierungspotenzial erreicht werden kann, das dem eines üblichen Prozessleitsystems in vielen Punkten gleichwertig ist. Der häufig bemängelte doppelte Projektierungsaufwand ist oft durch Standard-Tools einfach zu optimieren. Vergleicht man unter diesen Bedingungen dann Anschaffungs-/Engineeringkosten, Flexibilität und Wartung der beiden Automatisierungskonzepte, lohnt es sich, eine genaue Wirtschaftlichkeitsbetrachtung durchzuführen. In der beschriebenen Anlage hat das gewählte Konzept die Erwartungen hinsichtlich sichererer Produktionsabläufe und Erhöhung der Anlagenverfügbarkeit voll erfüllt. Die damit verbundenen Kostenoptimierungen haben sich ebenfalls eingestellt.
cav 436
Informationen zur Hardware
SPS/IPC/DRIVES
PCIC Europe 2005 – 2nd Petroleum and Chemical Industry Conference Europe – Electrical and Instrumentation Applications
Unsere Webinar-Empfehlung

Die Websession „Wasserstoff in der Chemie – Anlagen, Komponenten, Dienstleistungen“ (hier als Webcast abrufbar) zeigt technische Lösungen auf, die die Herstellung und Handhabung von Wasserstoff in der chemischen Industrie sicher machen und wirtschaftlich gestalten.
Ob effizienter…
Teilen:







