

Die einfachsten Anschlussarmaturen sind die sogenannten Übergangsstücke, die eine Verbindung zwischen zwei gleichen oder unterschiedlichen Rohr- oder Schlauchleitungsanschlüssen herstellen. Selbst wenn man zur Vereinfachung zunächst einmal von gleichen Nennweiten der Anschlüsse ausgeht und sich auf ein einheitliches Material, z. B. Edelstahl, konzentriert, so ist die Anzahl an möglichen Anschlusskombinationen und damit Bedarfen an unterschiedlichen Übergangsstücken beeindruckend. Schaut man dazu beispielsweise in den Katalog von RS Roman Seliger, so findet man im Standard mindestens 36 unterschiedliche Anschlusstypen (diverse Außengewinde-, Innengewinde-, Festflansch-, Losflansch-, Schlauchanschluss- und Schnellkupplungstypen). Wenn man die Kombination von Anschlüssen gleichen Typs zulässt, was von den Anwendungen her auch überwiegend sinnvoll ist, so erhält man für eine einzige Nennweite und ohne Varianz im Material bereits 666 unterschiedliche Kombinationen.
Zu große Vielfalt für Lagerhaltung
Anders ausgedrückt: Will man alle möglichen Kombinationen der Anschlüsse durch Übergangsstücke lagerhaltig abdecken, so muss man für jede Nennweite in jedem Material bereits 666 Übergangsstücke im Bestand führen. Die Alternative der auftragsbezogenen Fertigung entfällt in der Regel, da diese durch die am Markt abgefragten Kleinmengen nicht wirtschaftlich zu fertigen sind. Darüber hinaus wäre die daraus resultierende Lieferzeit auch häufig zu lang. Die Herausforderung wächst mit jedem hinzugenommenen Anschlusstyp. Käme nämlich ein zusätzlicher Anschlusstyp hinzu, so wäre dieser mit sich selber und allen anderen Anschlusstypen kombinierbar und das Verhältnis Übergangsstückbedarfe/Anschlusstyp würde von 666/36 = 18,5 auf 703/37 = 19 steigen. Bei 50 Anschlusstypen läge man so schon bei einem Verhältnis 1275/50 = 25,5.
Bleibt man der Einfachheit halber bei den 36 Standardanschlusstypen aus dem RS-Katalog, so sind auf jeden Fall die unterschiedlichen Nennweiten zu berücksichtigen. Die meisten Anschlusstypen weisen rund acht verschiedene Nennweiten auf. Somit erhöht sich die absolute Zahl der lagerhaltig zu führenden Übergangsstücke auf 5328, wobei die Anzahl an Anschlüssen mit 288 weiterhin moderat bleibt. Das Bild wird noch extremer, wenn man die Betrachtung um die Anzahl der möglichen Materialien erweitert. Allein drei unterschiedliche Materialien lassen die Anzahl an Übergangsstücken auf 15 984 steigen und das bei gerade einmal 864 Anschlüssen. Spätestens hier wird klar, dass eine vollständige Lagerhaltung keine wirtschaftliche Option ist.
Lagerteile reduzieren
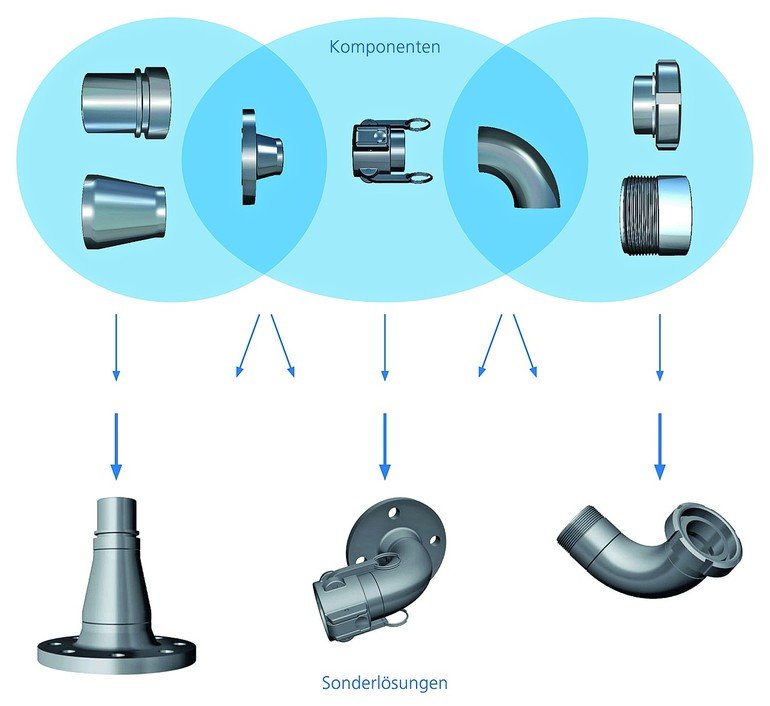
Der Kompromiss liegt in der Lagerhaltung der Komponenten, die wie in einem Baukasten standardisiert verschweißbar sind. Da ein standardisierter Schweißprozess kaum Rüstzeiten benötigt, kann jeder Kundenbedarf ohne Zeitverzögerung preiswert bedient werden. Statt fast 16 000 lagerhaltiger Artikel wären in dem hier betrachteten Fall weit weniger als 1000 Lagerartikel erforderlich.
Eine derartige Philosophie ist sehr gut ausbaubar, dies zeigt folgendes Beispiel: Wenn unterstellt wird, dass die zu verbindenden Anschlüsse nicht immer dieselbe Nennweite aufweisen, so müssen in der Betrachtung zusätzlich noch sogenannte Nennweitensprünge herangezogen werden. Auch wenn in der Praxis häufig viel größere Nennweitendifferenzen auftreten, sollen der Einfachheit halber nur Sprünge über maximal zwei Größen angenommen werden: Allein dann kommt es bei den acht Nennweiten schon zu mehr als einer Vervierfachung der möglichen Kombinationen. Also zu mehr als 63 936 unterschiedlichen Übergangsstücken. In dem Schweißbaukasten wird dies über eine zusätzliche standardisierte Komponente gelöst: den Konzentern. In diesem Beispiel benötigt man pro Material 13 Konzenter (7 für den Sprung über eine Nennweite und 6 für den Sprung über zwei Nennweiten) – also in Summe 39 zusätzliche Teile. Insgesamt werden also nur 703 Lagerteile benötigt, um die knapp 70 000 Übergangsstücke herzustellen.
Kombination der Sachmerkmale
Die Philosophie des Baukastens kann genau in diesem Sinne immer weiter ausgebaut werden: Winklig zueinander angeordnete Anschlüsse werden über zu ergänzende Rohrbogenabschnitte realisiert, ein dritter Anschluss wird über zu ergänzende T-Stücke realisiert, selbst Drehgelenkfunktionen können integriert werden etc., sodass das Verhältnis von Lagerteilen zur Anzahl der möglichen Kombinationen stetig wächst!
Baukasten-Philosophie übertragbar
Diese Baukasten-Philosophie ist faktisch auf jede andere Produktgruppe übertragbar. Montagebaugruppen, wie die z. B. TX-Serie von RS Roman Seliger, können ebenfalls nach diesem Prinzip gestaltet werden. Die technische Ausprägung dieser Trockenkupplung wird anhand von zehn Sachmerkmalen beschrieben – vier davon beschreiben optionale technische Elemente. Aus der Kombination der Sachmerkmalswerte ergibt sich dann die exakte Ausprägung des Produkts.
Auch wenn sich nicht alle Sachmerkmalswerte frei miteinander kombinieren lassen, besteht dennoch die Möglichkeit, rund 1,5 Mio. gültige Sachmerkmalskombinationen zu erstellen. Eine Ergänzung eines Sachmerkmals um einen weiteren Wert bringt eine nennenswerte Steigerung dieser gültigen Kombinationen mit sich. Würde beispielsweise ein weiterer O-Ring-Werkstoff aufgegriffen werden, so wüchse der Artikelumfang um rund weitere 100 000 mögliche Sachmerkmalskombinationen an. Klar ist, dass derartige Datenmengen nicht nur im Produktionsprozess beherrscht werden müssen, sondern auch im Auswahlprozess beim Kunden. Die Hersteller sind deshalb aufgerufen, entsprechende Hilfestellungen über nutzerfreundlich gestaltete Selektoren zu leisten.
Suchwort: cav0917romanseliger
Autor : Dr. Jens Reppenhagen
Geschäftsführer,
RS Roman Seliger









