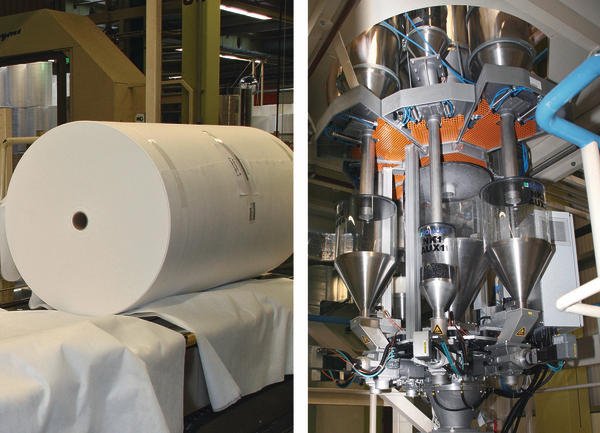

Der Vliesstoffhersteller RKW Gronau setzt bei seiner Spinnvliesanlage auf das gravimetrische Dosier- und Mischsystem Somos Gramix S9. Es ist für insgesamt sechs Rezepturkomponenten und einen Gesamtmaterialdurchsatz von 1000 kg/h ausgelegt und versorgt den Extruder mit einem kontinuierlichen, rezepturgetreuen Massestrom.
Auf die Herstellung von synthetischen Vliesstoffen spezialisiert, produziert der zur RKW SE, Frankenthal, gehörende Standort Gronau zum größten Teil Spinnvlies auf der Basis von Polypropylen (PP). Insgesamt sind dafür drei Linien mit einer Gesamtkapazität von 12 500 t jährlich produktiv. Mit dem jüngsten Anlagenzugang 2008 kann RKW Gronau gleich zwischen zwei Technologien zum Verfestigen des erzeugten Wirrlagen-Vlieses nach der Spinndüse wählen: dem Thermobondieren (Spunbonding) und dem Wasserstrahlverfestigen (Spunlace-Verfahren). Hierbei werden die Filamentlagen in mehreren Stufen mit hauchdünnen Wasserstrahlen unter einem Druck von 250 bar beaufschlagt. Statt die Filamentlagen wie konventionell punktuell miteinander zu verschweißen, verschlaufen sie unter der Wasserstrahlbehandlung in allen Richtungen intensiv miteinander. Wasserstrahlverfestigtes Vlies ist sehr viel weicher und geschmeidiger im Griff als ein herkömmliches Spinnvlies. Zusätzlich zur verbesserten Haptik resultieren gleichzeitig verbesserte mechanische Kennwerte: Insbesondere die Höchstzugkraft in Querrichtung steigt durch das Verschlaufen der Filamente.
Zur Wahrung der Flexibilität beim Produktwechsel kommen bei der Spinnvliesherstellung individuell aufbereitete Fertigcompounds in der Regel kaum oder gar nicht zum Einsatz. RKW Gronau setzt dem Grundmaterial die entsprechenden Additive stets im Prozess inline zu. Bei der Ende 2008 in Betrieb genommenen Spinnvliesanlage wird das gravimetrische Dosier- und Mischsystem der Baureihe Somos Gramix S9 von Mann+Hummel ProTec verwendet. Es ist für insgesamt sechs Rezep-turkomponenten und einen Gesamtmaterialdurchsatz von 1000 kg/h ausgelegt. Auf der Anlage wird eine breite Palette hochwertiger Vliesstoffe produziert, abgestimmt auf die unterschiedlichsten Anwendungen. Die fünf Dosierstationen für die Nebenkomponenten bestehen aus jeweils einer Trichterwaage und einer dem Massedurchsatz angepassten Dosierschnecke. Die zentral geführte Hauptkomponente fließt nach der Trichterwaage dem Matrialeinzug des Extruders frei zu. Eventuelle Abweichungen im Materialstrom von den Soll-Vorgaben werden verzögerungsfrei korrigiert. Die Wägezellen arbeiten mit einer Genauigkeit von ±0,015 % und stellen so eine hohen Dosier- und Wiederholgenauigkeit sicher.
Da RKW Gronau auch Funktionsadditive wie UV-Stabilisatoren und Flammschutzmittel als Masterbatch in geringen Konzentrationen zudosiert, fiel die Entscheidung zugunsten einer gravimetrischen Dosierung. Eine kostenmäßig zwar günstigere volumetrische Dosierung hätte hier das Risiko erhöht, dass sich eventuelle Schwankungen im Schüttgewicht aufgrund von Ungleichmäßigkeiten in der Korngrößenverteilung des Additivs auch in zeitlich-örtlichen Eigenschaftsschwankungen im produzierten Vlies widerspiegeln würden.
Definierte Materialmischung
Die gravimetrischen Dosier- und Mischsysteme dosieren die Rezepturkomponenten durch kontinuierliche Messung des Gewichts. Sie ermöglichen dadurch auch bei Veränderungen im Schüttgewicht, in der Kornform und Korngröße sowie im Rieselverhalten der Materialien eine in ihrer Zusammensetzung stets konstante, genau definierte Materialmischung. Die Dosierung der Hauptkomponente erfolgt im freien Zulauf oder mittels einer Schnecke, die der Nebenkomponenten ausschließlich mit Schnecken. Jede der den einzelnen Komponenten zugeordnete Dosierstation besteht aus einer dem jeweiligen Durchsatz angepassten Trichterwaage und einer servomotorisch angetriebenen Dosierschnecke. Zur Verfügung stehen zehn austauschbare Dosierschnecken, um flexibel Durchsatzbereiche von 0,3 bis 2500 kg/h abzudecken. Das abschließende Vermischen der Materialien erfolgt im Mischständer, ausgestattet mit der Funktion eines statischen Mischers.
Die Mikroprozessorsteuerung bietet mit ihrem offenen Steuerungssystem vielfältige Möglichkeiten, von der Rezepturverwaltung, der Integration von Saugfördersystemen zum automatischen Auffüllen der Trichterwaagen mit Neumaterial über die Verbrauchsregistrierung und Prozessdatendokumentation bis hin zur Fernüberwachung via Internet. Eine integrierte Profibus-Schnittstelle dient zur Kommunikation mit der Steuerung der Verarbeitungsmaschine. Grundsätzlich könnte die Steuerung des Gramix S9 sogar die komplette Steuerung der Verarbeitungsmaschine und deren Nachfolgeeinrichtung mit übernehmen, beispielsweise die eines Extruders samt Abzugseinheit.
Aufgabengerecht konfiguriert
Die Wägetrichter der Dosierstation lassen sich modular aus einem gestaffelten Standardgrößen-Baukasten individuell auf die jeweilige Verarbeitungsmaschine anpassen. Bei dem für die Spinnvliesanlage installierten System hat der Wägebehälter für die Hauptkomponente ein Volumen von 100 l, geeignet für Durchsätze von 100 bis 1200 kg/h. Für die Nebenkomponenten gibt es zwei kleinere Dosiereinheiten mit 6 l Behältervolumen (für Durchsätze von 1 bis 60 kg/h) und drei 25-l-Wägeeinheiten für Durchsätze von 12 bis 300 kg/h. Die unter den Trichterwaagen angeordneten, mit stufenlos regelbaren Servomotoren angetriebenen Dosierschnecken fördern die Nebenkomponenten kontinuierlich in die tot-raumfreie Mischzone, wo sie mit der frei zulaufenden Hauptkomponente zusammenfließen. Aus Sicherheitsgründen folgt bei der Spinnvliesanlage danach ein Metallseparator, um eventuell mitgeschleppte, selbst kleinste Metallpartikel vor dem Einzug des Materials in den Extruder auszusortieren.
Gefahren wird der Extruder stets im überfütterten Zustand, um kein Abreißen einzelner Filamente am Spinnbalken durch unzureichende Materialzuführung zu riskieren. Sinken die Materialmengen in den Wägetrichtern auf ein vorgegebenes Minimum, wird automatisch und in kürzester Zeit aus den darüber angeordneten gefüllten Vorratsbehältern Material nachgefüllt. Diese Behälter sind mit Saugförderstationen ausgestattet, um sofort neues Material aus den Silos bzw. aus den Vorratsgebinden nachzufördern. Für den zur Saugförderung an den Förderstationen erforderlichen Unterdruck sorgt ein zentraler Vakuumerzeuger (Drehkolbengebläsestation), kombiniert mit einem Zentralfilter, um aus der Förderluft mitgetragene Staubpartikel aufzufangen und abzuscheiden.
Kontinuierlich überwacht und geregelt werden alle Funktionen und Komponenten zur Materialförderung und Materialdosierung mit der Mikroprozessorsteuerung Simatic S7. Die Kommunikation mit der Spinnvliesanlagensteuerung findet über eine Profibus-Schnittstelle statt.
Online-Info www.cav.de/0809473
Unsere Webinar-Empfehlung

Membranfiltration ist ein wichtiger Teil der industriellen Wasseraufbereitung, um die gewünschte Wasserqualität zu erreichen. Erfahren Sie mehr über den optimierten Anlagenbetrieb durch den Einsatz passender Ventile und Armaturen.
Teilen:







