
Kohlenstoffdioxid fällt in zahlreichen Prozessen als Neben- oder Abfallprodukt an, beispielsweise in Chemisch-Nickel-, Düngemittel- und Biogasanlagen. So müssen bei der Biogasaufbereitung der Methangehalt im Biogas erhöht und gleichzeitig Kohlendioxid und weitere unerwünschte Bestandteile entfernt werden. Dafür stehen diverse Verfahren zur Verfügung, etwa die Aminwäsche, die Druckwasserwäsche oder kryogene Verfahren. Bei Tieftemperaturverfahren wird die Temperatur des Gasstromes abgesenkt, wodurch das Kohlenstoffdioxid kondensiert beziehungsweise resublimiert. Dabei fällt CO2 in flüssiger oder fester Form an und kann bei ausreichender Reinheit wirtschaftlich genutzt werden. Auch bei der Ammoniaksynthese entstehen große Mengen CO2.
Atlas Copco bietet für derartige Anwendungen seit Kurzem spezielle CO2-Kolbennachverdichter an. Die Booster sind wassergekühlt, verdichten ölfrei und haben zwei Verdichterstufen. Mit ihnen lässt sich Kohlenstoffdioxid, das bei den genannten chemischen Prozessen oder in der Getränke- und Lebensmittelindustrie anfällt, auf einen Betriebsüberdruck von 11 bis 20 bar komprimieren. Die Maschinen sind für ihre absolut ölfreie Verdichtung vom TÜV gemäß ISO 8573-1, Klasse 0, zertifiziert. Damit haben Anwender die Sicherheit, dass ihre Prozesse nicht von Aerosolen kontaminiert werden können – oder zumindest wäre das nicht auf die Booster zurückzuführen.
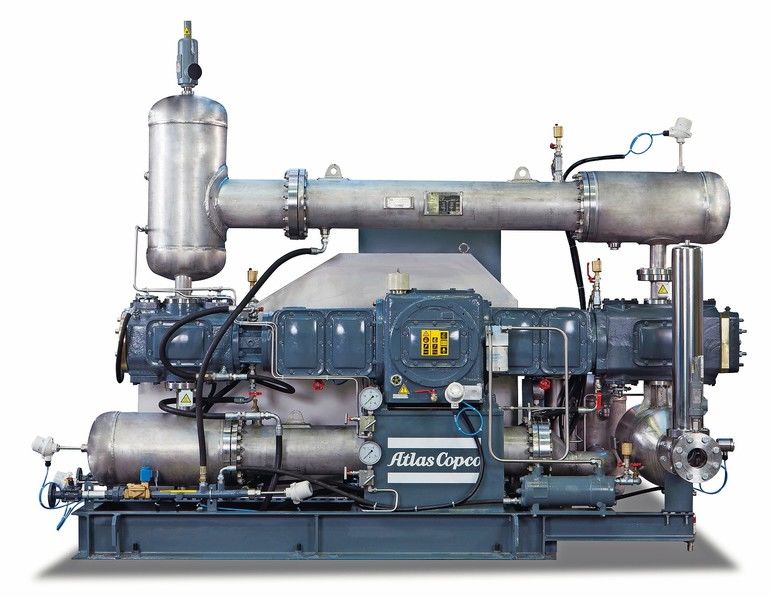
Zum Plug-and-play vorkonfektioniert
„Die Booster müssen immer individuell auf die jeweiligen betrieblichen Anforderungen ausgelegt werden“, betont Torsten Schremmer, Produktmanager für ölfreie Druckluft bei Atlas Copco in Essen. „Angesichts der potenziell hohen Nachfrage haben wir aber schon eine Serie mit vorkonfektionierten Standardgrößen definiert“, sagt Schremmer. Bei den Anlagen der Standardbaureihe sind alle Komponenten auf einem Stahlgrundrahmen angeordnet. Sie werden – wie bei den Industriekompressoren von Atlas Copco üblich – als Plug-and-play-Systeme betriebsbereit ausgeliefert. Der maximale Betriebsüberdruck der Anlagen, die mit jeweils zwei horizontal zueinander angeordneten Verdichterstufen arbeiten, liegt bei 20 bar. Die Motorleistungen variieren zwischen 22 und 250 kW, die Durchflussraten liegen zwischen 127 und 3176 kg CO2 in der Stunde. Gesteuert werden die Booster von einer Elektronikon-MK5-Steuerung, die samt Display in einem Schaltschrank auf dem Grundrahmen installiert ist. „Wenn der Anwender kein trockenes, sondern feuchtes CO2 bereitstellt, muss die Anlage auch über einen Kondensatabscheider verfügen“, erklärt Schremmer. „Den liefern wir dann natürlich optional mit.“
„Aufgrund der Verdichtungsart gehören zu den Anlagen jeweils drei starke Pulsationsdämpfer“, sagt der Atlas-Copco-Experte. „Der erste beruhigt das CO2 gleich nach dem Einlass, noch vor der ersten Verdichtungsstufe. In der ersten Kolbenstufe wird das Gas dann, abhängig vom Vordruck, auf einen bestimmten Druck vorkomprimiert.“ Ein Zwischenkühler nimmt Wärme heraus, entlässt das Gas in den zweiten Pulsationsdämpfer, von dem aus es in der zweiten Verdichtungsstufe auf den Enddruck von zum Beispiel 20 bar komprimiert wird. Es folgen ein Nachkühler und der Austrittspulsationsdämpfer, ehe das verdichtete Kohlendioxid die Maschine verlässt und dem nachgelagerten Prozess zugeführt wird.
Wartungsfreundliche Konstruktion
Die Verdichterstufen der Kolbennachverdichter sind in horizontaler Anordnung aufgebaut und arbeiten nach dem Boxerprinzip. Durch diese Anordung läuft die Anlage sehr ruhig. Außerdem sei diese Konstruktion weitaus wartungsfreundlicher als etwa eine L- oder V-Form, wie man sie im Markt häufig finde. Bei diesen Ausführungen werden bei einer Wartung die Kolben nach oben gezogen, was einen größeren Aufwand bedeutet. Die Öffnung der Verdichtungsstufe kann je nach Anlagengröße in zwei oder drei Metern Höhe liegen. Die Kammern der „horizontalen“ Atlas-Copco-Booster lassen sich zu Instandhaltungszwecken viel besser erreichen, öffnen und warten.
Auch die Elektronikon-MK5-Steuerung erleichtert die Wartung. Die Sensoren des Kolbennachverdichters geben alle Betriebsinformationen an die Steuerung weiter, so dass alle Betriebsparameter einfach verwaltet werden können. Die Elektronikon-Steuerung gibt auch Sicherheitsalarme aus, schaltet den Kompressor bei Bedarf ab und ermöglicht vorausschauende Wartung. Sie kann an entfernte Systeme in Kontrollräumen angebunden werden, was ebenfalls die Verwaltung erleichtert.
Der Hauptantriebsmotor arbeitet elektrisch und wird über einen Riemen mit fester Drehzahl angetrieben. Auf Anfrage ist er mit Atex-Zertifizierung erhältlich, sodass die Booster in explosionsgefährdeten Bereichen eingesetzt werden können. Die gesamten Anlagen sind zwischen 6,5 und 16 t schwer und müssen auf einem ebenen und tragfähigen Industrieboden von mindestens 300 mm Stärke aufgestellt und verschraubt werden.
Suchwort: cav0519atlas copco

Autor: Thomas Preuss
Freier Journalist

Hier finden Sie mehr über:







