
Alle sechs Monate droht bei der Ölförderung in Venezuela das gleiche Prozedere: Dank des hohen Sandanteils im Öl sind die Förderelemente so stark verschlissen, dass ein Austausch nötig wird. Ein teures Unterfangen – schließlich kosten nicht nur die Ersatzteile Geld, sondern auch die Ausfallzeiten. Der Betreiber wandte sich daher an die ITT Bornemann GmbH und bat den Pumpenhersteller, eine Lösung zu finden. Das Unternehmen aus Obernkirchen arbeitet seit über 15 Jahren intensiv am Thema Verschleiß und konnte helfen.
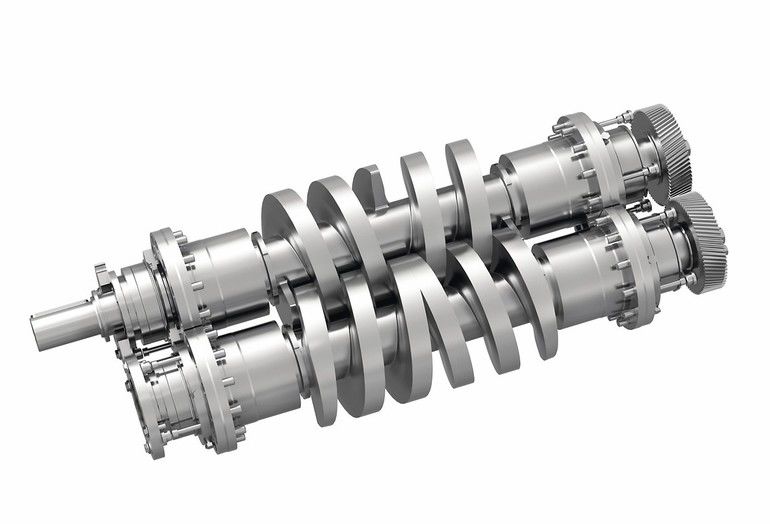
Der Verschleiß von strömungsbeaufschlagten Bauteilen stellt in der Verfahrenstechnik grundsätzlich ein großes Problem dar. Eine Kombination von Abrasion und Korrosion bedeutet für eine Vielzahl der in der Pumpentechnik gängigen Werkstoffe eine äußerst kritische Belastung. Schraubenspindelpumpen haben hier einen Vorteil: Weil sich die Förderelemente nicht berühren und ihre Förderkammergeometrie sich nicht ändert, ist die Technologie an sich bereits verschleiß- und wartungsarm. Auf Basis dieser Technologie hat ITT Bornemann seine Multiphasenpumpen entwickelt, 1993 zum Patent angemeldet und damit einen Paradigmenwechsel in der Ölförderung begründet.
Abrasion und Erosion im Blick
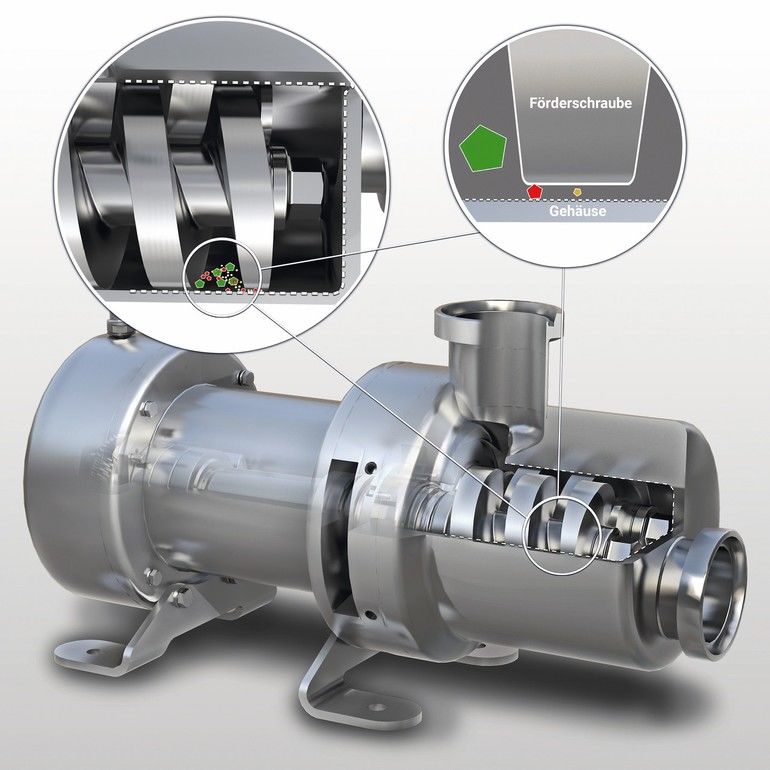
Doch auch bei dieser Technologie bleibt es nicht aus, dass Bauteile sich abnutzen. Deswegen experimentierten die Ingenieure im Versuchsstand damit, wie die Pumpe beschaffen sein muss, um den Verschleiß so gering wie möglich zu halten. Während adhäsiver Verschleiß aufgrund der sich nicht berührenden Schrauben grundsätzlich ausgeschlossen ist, lagen vor allem Abrasion und Erosion im Fokus der Untersuchungen. Die Ingenieure gingen von der Voraussetzung aus, dass es zu Verschleiß kommt, wenn die Partikel härter sind als das Pumpenmaterial. Nahezu kein Verschleiß ist jedoch zu erwarten, wenn die Partikel größer sind als der Spalt zwischen den Förderelementen. Sie gelangen dann nicht in die Spalte der Pumpe, sondern werden durch die Förderkammern im Medium mittransportiert und richten deshalb keinen Schaden an. Sind die Partikel in ihrer Größe fast identisch zum Spalt, droht Abrieb. Sind sie kleiner als der Spalt, ist Erosion eine mögliche Folge.
Um unter möglichst reellen Bedingungen agieren zu können, baute man im ersten Schritt einen Prüfstand auf, der reproduzierbar und realitätsnah ist. Als Problem verursachendes Material verwendeten die Mitarbeiter der Forschungsabteilung einen Quarzsand, der kontinuierlich in das Fördermedium hinzugegeben wurde – es galt schließlich, eine perfekte Simulation der Realität zu erzeugen. Zunächst ging es darum, den Verschleiß zu verstehen und zu
sehen, welche Parameter überhaupt Auswirkungen auf den Verschleiß haben: Drehzahl, Differenzdruck oder aber die Fördergeometrie. Aus diesem Grund wird dem Medium nach der Passage durch die Pumpe der Sand entzogen und die gleiche Menge an frischem Sand vor der Pumpe wieder zugegeben. Kein Korn passiert die Pumpe zweimal und nutzt sich ab – die Bedingungen entsprechen nahezu der Realität. Die Erkenntnisse flossen stets direkt in die Weiterentwicklung der Pumpen mit ein. Das Wissen nutzen die Experten auch zur Selektion der richtigen Pumpe. Beispielsweise ist die Drehzahl ein wichtiger Einflussfaktor auf den Verschleiß. Es gelten bestimmte Grenzwerte, die im Allgemeinen nicht überschritten werden sollten. Aber auch hier gibt es wiederum Anwendungen, bei denen eine höhere Drehzahl Vorteile bringt, da sich Partikel nicht am Grund und somit im Spalt absetzen können.
Die Kombination macht’s
Über die Jahre zeigte sich, dass die Auslegung der richtigen Pumpe allein mitunter nicht ausreicht. Die Ingenieure begannen, mit Materialien zu experimentieren, Härtungsverfahren und Beschichtungen zu testen. Die beste Lösung sei, so ist man sich bei ITT Bornemann sicher, die komplette Fördergeometrie aus Keramik oder Hartmetall herzustellen – was den Kostenrahmen aber in aller Regel sprenge und selbst im Hinblick auf die Lebenszykluskosten nicht zu rechtfertigen sei. Eine Kombination aus Randschichthärtung und Dünnschichtbeschichtung des Grundmaterials zeigte sich jedoch bei den Versuchen als besonders vielversprechend. Gleichzeitig bleibt hier die Korrosionsbeständigkeit bei Verwendung von austenitischen Werkstoffen sowie bei Duplex-Werkstoffen erhalten. Damit lässt sich eine Standzeitverlängerung um den Faktor vier bis fünf erzielen und bleiben preislich dennoch mit nur 20 bis 30 % Aufpreis im Rahmen.
Das resultierende Verschleißschutzkonzept wurde bereits in mehreren Feldversuchen und unter verschiedensten Anwendungsmöglichkeiten getestet. Die Versuchsergebnisse auf dem Prüfstand erwiesen sich dabei in der Realität als reproduzierbar. Während der Einsatz im venezolanischen Ölfeld zeigte, dass sich die Abstände des nötigen Austauschs auf über zwei Jahre gestreckt haben, konnte das Konzept auch in der Lebensmittelbranche überzeugen. Die Standzeit der hier eingesetzten Schraubenspindelpumpe SLH konnte mit Verschleißschutz je nach Fördermedium – mal Zahnpasta mit Putzpartikeln für saubere Zähne, mal scharfe Chilisoße mit Kernen – deutlich verlängert werden.
TCO und MTBF im Blick
Vor allem unter dem Aspekt der Total Cost of Ownership (TCO) und der Life Cycle Cost (LCC) überzeugt das Verschleißschutzkonzept von ITT Bornemann. So muss die Anschaffung einer neuen Pumpe stets auch im Hinblick auf die gesamten Kosten – von der Anschaffung über die Betriebskosten bis hin zur Verwertung über einen gewissen Zeitraum – betrachtet werden. Der Wert für die höhere Standzeit geht direkt in die Wirtschaftlichkeitsberechnung mit ein. Da anfallende Reparaturen und absehbare Ausfallzeiten deutlich teurer ausfallen, ist die Mehrinvestition in Pumpen mit Beschichtung in der Regel sehr viel wirtschaftlicher.
Mit einem ausgefeilten Predictive Maintenance-Konzept will ITT Bornemann darüber hinaus die Meantime-Between-Failure (MTBF) erhöhen. Die mit einem Sensor ausgestatteten Systeme werden über den sogenannten i-Alert überwacht und senden Daten über Vibrationen, Temperaturen und Betriebsstunden. Bei auffälligen Maschinenparametern sendet die datensammelnde Applikation schon jetzt Informationen. Künftig werden sich die Daten nutzen lassen, um anstehende Wartungen sinnvoll zu terminieren – und Ausfallzeiten noch weiter zu minimieren.
Suchwort: cav1019ITTbornemann

Autor: Jens Dralle
Global Product Manager
Industrial,
ITT Bornemann
Überschrift std: Überschrift std
Fließtext std

Hier finden Sie mehr über:







