

Die Fähigkeit zur Entwicklung und Optimierung von chemischen Reaktionen und deren verfahrenstechnischer Umsetzung ist ein wesentlicher Mehrwert, den Saltigo als erfahrener und kreativer Exklusivsyntheseanbieter seinen Kunden bieten kann. Das lässt sich ganz einfach am Beispiel Lösemittelrecycling verdeutlichen. Typische Lösemittel für chemische Reaktionen kosten zwischen 30 und 250 Euro/t, im Mittel also 140 Euro/t. Gelingt es, die Recyclingquote um 10 % zu erhöhen, senkt das die Lösemittelbeschaffungskosten in einer 100-t-Kampagne im Mittel um 7000 Euro. Bei einer Reaktionskonzentration von 20 %, d. h. 500 t Lösemittel je 100 t Produkt entsprechen nämlich 10 % Einsparung 50 t. Bei 140 Euro/t also 7000 Euro. Die Entsorgungskosten, in der Regel Verbrennungskosten für Lösemittel, liegen zwischen 200 und 800 Euro/t, im Mittel also bei 500 Euro/t. 10 % mehr Recycling, also 50 t vermiedene Verbrennungsmenge, erspart also in der 100-t-Kampagne zusätzlich ca. 25 000 Euro.
Die Suche nach dem Optimum
Optimierungen direkt im Prozess wirken sich ebenfalls auf die Gesamtkosten aus. Aber wie kommt man nun zum besten Prozess? Dass ein einzelner Experte plötzlich einen revolutionären Einfall hat, ist eher selten. Oft entsteht die Lösung schrittweise – über Wochen und Monate, manchmal über Jahre hinweg. In der Regel arbeiten dabei Teams – häufig interdisziplinär zusammengesetzt – an solchen Lösungen.
Selbst ein einmal optimierter Prozess bleibt nicht zwangsläufig optimal, wenn der Stand der Technik sich weiterentwickelt, wenn neue Reaktionswege, Reagenzien und Katalysatoren, neue Apparate und Technologien verfügbar werden, Steuerung und Regelung neue Möglichkeiten bieten oder sich ökonomische und ökologische Rahmenbedingungen ändern. Wie und mit welchen Ergebnissen solche Entwicklungen verlaufen, verdeutlichen im Folgenden zwei Beispiele.
Kapazität gesteigert
Im Fall einer Chlorierungsreaktion wurden über einen Zeitraum von rund zwei Jahren mehrere Optimierungsmaßnahmen umgesetzt. Dabei kam den Entwicklern die modulare Konzeption der Saltigo-Anlagen zugute. Sie ermöglicht die flexible Anpassung an spezifische Projektanforderungen. Ein iteratives Vorgehen stellt sicher, dass Optimierungspotenziale schrittweise realisiert und so z. B. größere Produktmengen sehr rasch bereitgestellt werden können.
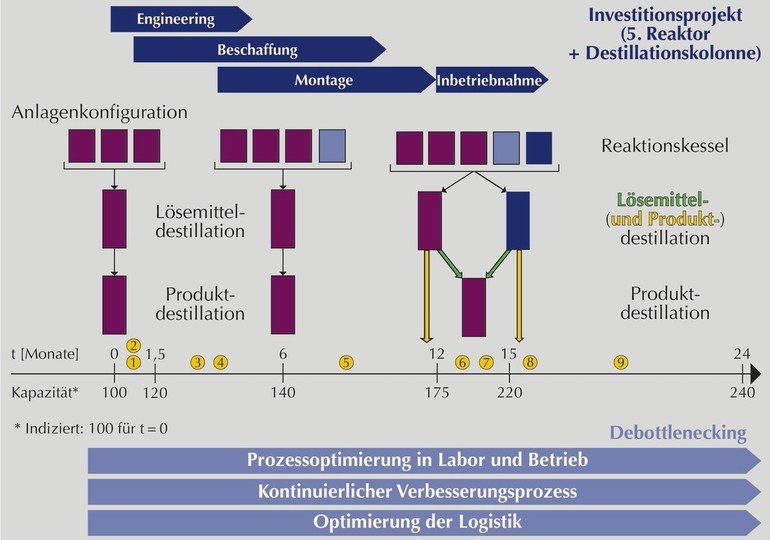
In der ersten Grafik ist dieses schrittweise Vorgehen bei der Optimierung der Chlorierungsreaktion dargestellt. Die Maßnahmen sind auf dem Zeitstrahl von 1 bis 9 durchnummeriert. Zu den ersten Maßnahmen zählten das Einbinden eines vierten existierenden Reaktors zur raschen Kapazitätssteigerung (1) und das Anstoßen eines Investitionsprojekts für einen fünften Reaktor sowie eine zweite Lösemitteldestillationskolonne(2), um auch dort einen Engpass zu vermeiden. Danach galt es die Reaktionsselektivität zu optimieren (3), sodass weniger Nebenprodukte bzw. Abfälle entstehen und die Produktisolierung vereinfacht wird. Eine vorübergehende Steigerung der Reaktandenkonzentration um 10 %, verbunden mit einer um 3 % geringeren Ausbeute bis zur Inbetriebnahme des fünften Reaktors (4), löste dann zunächst das Kapazitätsproblem.
Eine Verbesserung der Trennleistung (5) konnte bei diesem Projekt durch eine höhere Belastung der gepackten Kolonnen erzielt werden. Die optimierten Prozesse wurden mit der Inbetriebnahme des fünften Reaktors und der neuen Destillationsanlage (6) umgesetzt. Die Lösemitteldestillationsanlagen lassen sich flexibel auch zur Produktgewinnung und damit Entlastung der Produktdestillation nutzen (7). Der Einsatz spektroskopischer Onlineanalytik dient der Rezeptoptimierung und Ausbeuteverbesserung. Anpassung und Optimierung der Logistik für Lagerung, Qualitätskontrolle und Versand der Produkte (8) führten ebenfalls zu Kosteneinsparungen. Weitere Verfahrensverbesserungen (9) schlossen sich an. Das Investitions- und das Optimierungsprojekt wurden Hand in Hand abgewickelt. Insgesamt wurde dabei die Kapazität auf das 2,4-Fache gesteigert. Auf einen weiter steigenden Bedarf kann aufgrund der höheren Flexibilität durch Zuschaltung modular konzipierter Teilanlagen reagiert werden. Der neue, sehr robuste Prozess ermöglicht zugleich eine hohe und gleichbleibende Produktqualität.
Ganzheitliche Verfahrensoptimierung
Ein weiteres Beispiel ist eine kupferkatalysierte Ullmann-Reaktion, die im Maßstab 1500 t/a durchgeführt wurde. Selektivität und Ausbeute der Reaktion werden maßgeblich vom Chloraren-Überschuss, den Reaktionsbedingungen sowie der Katalysatordosierung beeinflusst. Ziel der Optimierung war es, auch bei nur moderatem Chloraren-Überschuss die Oligomerenbildung zu minimieren. Die Produktivität wird durch die Reaktandenkonzentrationen, den Wassergehalt des Reaktionsgemisches und die Filtrationseffizienz bei der Salzabtrennung beeinflusst.
Es wurde ein ganzheitlicher Ansatz verfolgt, der zu über hundert Prozessänderungen führte, die alle während der laufenden Produktion und bei maximaler Auslastung umgesetzt wurden. Dabei wurden zahlreiche Verfahrensparameter optimiert sowie Aufarbeitung und Produktisolierung vereinfacht. Eine besondere Herausforderung bestand darin, konstruktive und destruktive Wechselwirkungen der zahlreichen Änderungen zu erkennen und Vorteile umfassend zu nutzen.
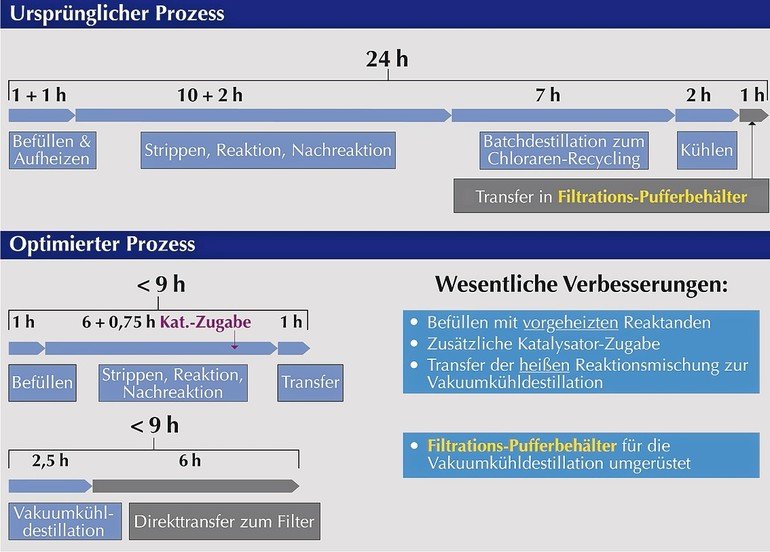
Beispielsweise wurde ein großer Wärmetauscher installiert, um die mehr als 20 m3 Reaktanden während der Beschickung auf 180 °C vorzuwärmen. Wird nun gegen Ende der Reaktion eine zweite Portion Katalysator zugegeben, erspart dies mehr als 4 h Zykluszeit und führt zur weitgehenden Abreaktion des eingesetzten Phenols. Eine wesentliche Verbesserung wurde auch durch die Investition in eine leistungsfähige Transferpumpe und ein großes Kondensatorsystem erreicht. So wurde es möglich, das Recycling von rund 10 m3/h Chloraren in einen zweiten Reaktor zu verlagern, der ursprünglich als Rührvorlage für die Filtration diente. Die Kombination mit einer Vakuumkühlung verkürzte diesen Schritt von 9 auf 2,5 h. Die Auswirkungen auf die Produktivität waren beeindruckend: Die Phenolkonversion stieg von 95 auf über 99 %, die isolierte Ausbeute um etwa 4 Prozentpunkte. Die Zykluszeit sank von 24 auf unter 9 h, was in Summe einer Produktivitätssteigerung um das 2,5-Fache entspricht.
Darüber hinaus wirken sich die Änderungen deutlich auf die variablen Kosten aus. So sank die Menge der zu verbrennenden Rückstände um 10 %. Durch Kombination von Destillation und Kühlung konnten der Gesamtenergieverbrauch nahezu halbiert und der Dampf- und Kühlmittelverbrauch infolge der Heißübertragung minimiert werden. Der Dampfverbrauch sank weiter, weil wegen des vollständigen Phenolumsatzes auf Entwässerung und Extraktion des Abwassers verzichtet werden konnte. Eine signifikante spezifische Energieeinsparung folgte zudem aus dem mehr als verdoppelten Durchsatz des Gesamtprozesses.
Suchwort: cav1218saltigo
Autoren: Dr. Boris E. Bosch
Betriebsleiter Plant 5 – ZeTO,
Saltigo
Dirk Wittek
Projektleiter Production Strategy,
Saltigo








