
Heutzutage sind Total Cost of Ownership (TCO) und OEE (Overall Equipment Effectiveness) bei Investitionsgütern wichtiger, als ein vermeintlich günstiger Einkaufspreis. Die Vakuumförderer in Edelstahl-Segmentbauweise mit Multijector-Technik sind daher besonders werthaltig aufgebaut. Sie glänzen durch einfache Montage und einen wartungsfreien Betrieb.
Der Autor: Thomas Ramme Verkaufsleiter, Volkmann Vakuum Technik
Sind in Vielstoffbetrieben mit dem gleichen Fördergerät die unterschiedlichsten Feststoffe zu transportieren, steht ein einfacher Aufbau und damit leichte Zerlegbarkeit und Reinigung an erster Stelle. Grundsätzlich erlaubt der hohe Saugvolumenstrom eines Vakuumfördergerätes eine sehr gute Restentleerung des gesamten Systems, sodass häufig nicht weiter gereinigt werden muss. Über Leertakte und bedingt durch das hohe erreichbare Vakuum (bis zu 90 mbar absolut sind möglich), kann dieser Effekt noch verstärkt werden.
Falls noch intensiver gereinigt werden muss, ermöglicht die Edelstahl-Segmentbauweise durch die einfache werkzeugfreie Demontage zum einen den schnellen Produktwechsel und erfüllt zum anderen die hohen Anforderungen an die Beständigkeit.
Auswahlkriterien
Im Mittelpunkt der Saug- bzw. Vakuumförderer stehen die mehrstufigen, druckluftbetriebenen Multijector-Vakuumpumpen. Für den Anwender wichtige Kriterien wie Wartungsfreiheit, geringe Baugröße und Gewicht sind genauso entscheidend für die Wahl, wie die einfache Steuerung und Regelung.
Primär sorgt die effiziente Umsetzung über das mehrstufige Venturi-Prinzip für den wirtschaftlichen Einsatz der Druckluftenergie. Sekundär ergeben sich eine Reihe von Vorteilen, die teilweise erst nach der Inbetriebnahme in ihrer synergetischen Kombination deutlich werden: So besitzen die Vakuumerzeuger keine rotierenden Teile, benötigen somit keine Schmierung und Wartung und entwickeln im Betrieb auch keine Wärme. Es lassen sich die vielfältigsten Schüttgüter saugen, da diese Pumpen zum einen hohe Saugluftmengen (Flugförderung), zum anderen ein enormes Vakuum von bis zu 910 mbar Unterdruck (Pfropfenförderung) produzieren können.
Die Steuerung erfolgt ebenfalls pneumatisch, sodass die Saugförderer problemlos in Ex-Bereichen eingesetzt werden. Durch den rein pneumatischen Aufbau der Multijector-Vakuumfördersysteme sah der TÜV bei der Atex-Zertifizierung bereits im Oktober 2002 keine Schwierigkeiten. Die Systeme decken alle relevanten Staub- und Gas-Ex-Zonen ab. Ergänzend steht ein Inertisierungssystem zur Verfügung.
Energiesparbüchse eingebaut
Bei der Betrachtung des Energiebedarfs muss berücksichtigt werden, dass Multijectoren das benötiget Vakuum schnell auf- und abbauen können. Dieser getaktete Betrieb harmoniert mit der diskontinuierlichen Förderung, da der Abscheidebehälter zyklisch befüllt und entleert wird. Während der Entleerzeiten ist der Energiebedarf gleich null. Elektrische Vakuumerzeuger müssen dagegen kontinuierlich arbeiten und verbrauchen auch während der Entleerphase Energie, sodass sie beim Energieverbrauch häufig schlechter abschneiden. Hinzu kommen der höhere Anschaffungspreis, die wesentlich aufwendigere Installation (Ventile, lange Vakuumleitungen, Baugröße, Gewicht und Wärmeentwicklung), die Kosten für Wartung etc. und die bei elektrisch/mechanischen Vakuumpumpen schwierig und nur sehr teuer zu lösende Ex-Problematik. Deswegen werden diese Pumpen auch nur Fallweise eingesetzt.
Aber die rein pneumatisch arbeitenden Multijectoren schlagen mechanische Pumpen auch noch in weiteren Bereichen: Über den Betriebsdruck und Druckluftvolumenstrom lässt sich die Förderleistung anwendungsspezifisch und energiesparend regulieren. Durch das Funktionsprinzip ergibt sich ein geräuscharmer Betrieb, insbesondere im Vergleich mit elektrischen Vakuumpumpen.
Kompakte Leichtgewichte
Die Multijector-Vakuumpumpen erzeugen Saugluftmengen von 250 bis 20 000 lN/min und ermöglichen in Kombination mit den verschiedenen Abscheidebehältergrößen optimale Anpassungen an die gewünschte Förderleistung. Ein derartig ausgerüstetes, kleines Vakuumfördersystem VS200 ist beispielsweise in der Lage, 680 kg Laktose pro Stunde auf 4 m Höhe in einen Mischer zu fördern. Der komplette Förderer hat dabei nur eine Höhe von rund 450 mm und einen Außendurchmesser von 210 mm bei einem Gesamtgewicht von nur 9 kg. Gerade bei den häufig begrenzten Platzverhältnissen vor Ort spielt die geringe Baugröße und das geringe Eigengewicht der Vakuumfördersysteme eine wichtige Rolle und erlaubt sogar den mobilen Einsatz an mehreren Stellen im Betrieb.
Aus dem Volumen des Abscheidebehälters und der Wahl der Multijector-Vakuumpumpe ergeben sich die Hauptanwendungsgebiete der Saugfördersysteme. Die physikalische Einsatzgrenze ist durch das Funktionsprinzip vorgegeben. Vom Atmosphärendruck (ca. 1013 mbar) steht demnach ca. 910 mbar als maximaler Unterdruck zur Verfügung. Eine geschlossene Wassersäule lässt sich somit auf 9 m Höhe saugen. Bei der Förderung eines Produkt-Luft-Gemisches (Flugförderung) wird die maximal erreichbare Förderhöhe weiter gesteigert. Förderhöhen bis 40 m wurden schon erreicht.
Realisierbare Förderleistungen sind extrem produktabhängig. Schüttdichte, Partikelgröße, Oberflächengeometrie, anhaftender oder brückenbildender Charakter, Feuchtigkeitsgehalt, Art der Produktaufgabestelle, Falschluftzufuhr und natürlich Förderstrecke und Förderhöhe sind entscheidende Parameter der jeweiligen Aufgabenstellung. Diese führen durchaus zu Differenzen in der Förderleistung von bis zu 1000 kg/h, bei baugleichem Vakuumfördersystem. Für die Vakuumförderung liegt die Mehrzahl der Förderaufgaben im Bereich von 10 bis 6000 kg/h, Förderstrecken bis 80 m und Förderhöhen bis 30 m, oftmals jedoch auch deutlich darunter. Die vielseitige Verwendbarkeit erlaubt zum einen das vollautomatische Absaugen aus Aufgabetrichtern und zum anderen beispielsweise die manuelle Sackentleerung.
Falls nicht nur der Transport von A nach B sondern dieser in vorgegebenen Mengen stattfinden soll, kann der Saugförderer zusätzlich mit einem Wägemodul ausgestattet werden. Dieses Conweigh-(Conveying & Weighing)System wird z. B. zum Befüllen von Säcken oder beim rezepturgerechten Beschicken von Mischern eingesetzt.
Modulare Filtersysteme
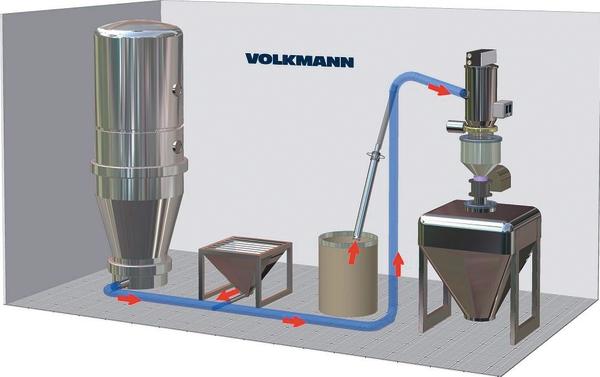
In jedem Vakuumfördersystem muss das angesaugte Produkt-Luft-Gemisch wieder separiert werden. Das geförderte Gut erfährt durch die Querschnittserweiterung im Abscheidebehälter eine erhebliche Geschwindigkeitsreduzierung. Ein großer Anteil scheidet sich folglich im unteren Segment des Behälters ab.
Beim tangentialen Einsaugsegment unterstützt der innenliegende Zyklon den Abscheideprozess. Ein gewisser Staubanteil gelangt zur unterhalb der Multijector-Vakuumpumpe liegenden Filtereinheit. Die Filtersysteme sollen wartungsfrei arbeiten, bei anstehendem Produktwechsel leicht zu reinigen sein, möglichst auch Feinstäube filtern und darüber hinaus auch bei abrasiven Schüttgütern eine lange Standzeit vorweisen. Dies wird durch verschiedene Verfahren erreicht. Zunächst erlaubt die diskontinuierliche Förderung eine effiziente Filterabreinigung durch den Gegenblas-Luftimpuls während der Entleerzeit. Eine schleichende Filterverstopfung wird dadurch langfristig vermieden.
So lässt sich beispielsweise mit einem speziellen Oberflächenfilter Tonerpulver (Feinstaub mit Partikeln um 0,2 µm) prozesssicher mit Vakuum fördern. Für andere Anwendungen werden Filter aus Kunststoffen eingesetzt. Das ermöglicht verschleißfreien Betrieb und bei häufigem Produktwechsel die nasse Reinigung, beispielsweise mit einem Dampfstrahlgerät oder im Ultraschallbad. Je nach Anwendungsfall sind Filterstandzeiten von mehreren Jahren keine Seltenheit.
Halle 6, Stand 205
prozesstechnik-online.de/cav1011400
Unsere Webinar-Empfehlung

Die Websession „Wasserstoff in der Chemie – Anlagen, Komponenten, Dienstleistungen“ (hier als Webcast abrufbar) zeigt technische Lösungen auf, die die Herstellung und Handhabung von Wasserstoff in der chemischen Industrie sicher machen und wirtschaftlich gestalten.
Ob effizienter…
Teilen:







