


Um das Explosionsrisiko beim Handling von brennbaren Feststoffen und Stäuben zu minimieren, werden vorab die Voraussetzungen für eine Explosion und die jeweiligen Staubcharakteristiken überprüft. Grundsätzlich wird hierbei das sogenannte Zünddreieck oder auch Zündfünfeck betrachtet. Für eine Explosion innerhalb einer Produktionsanlage oder Maschine müssen demnach folgende Punkte erfüllt sein: Brennstoff (Staub), ausreichender Sauerstoffanteil, passendes Mischungsverhältnis (Staubwolke), effektive Zündquelle und geschlossener Behälter. Wird eine der vorgenannten Voraussetzungen eliminiert, wurde bereits Explosionsschutz praktiziert. Ist dies jedoch nicht zu jeder Zeit und jedem Zustand im Betrieb möglich, bleibt Explosionsgefahr bestehen, was die Einteilung explosionsgefährderte Bereiche in Zonen und darüber systematisch abgeleitete Schutzmaßnahmen erfordert.
Assistenzsysteme für die Schüttgutanlage
Üblicherweise landet man gerade bei staubführenden Anlagen schnell beim konstruktiven Explosionsschutz, wie der Explosionsdruckentlastung in Verbindung mit explosionstechnischer Entkopplung, um verschiedene Maschinen voneinander abzusichern, Leben zu retten und Schäden zu begrenzen. Allerdings lässt sich damit, wie bei der Nutzung von Kraftfahrzeugen ein Unfall nicht zu 100 % ausschließen. Hier wird zur Absicherung der Insassen auf Schutzmaßnahmen wie Gurt und Airbags zurückgegriffen. Mithilfe von Fahrassistenzsystemen wie Abbiege- und Spurhalteassistenten, die eine riskante Situation vorab erkennen und abwenden, lassen sich zudem von vornherein Unfälle vermeiden. Um einen derartigen Umgang mit riskanten Situationen auch in der Schüttgutindustrie zu ermöglichen, haben die Rembe-Ingenieure smarte und vorbeugende Assistenzsysteme für unterschiedliche Zündgefahren und -szenarien entwickelt.
Zündgefahr durch elektrostatische Aufladung vermeiden
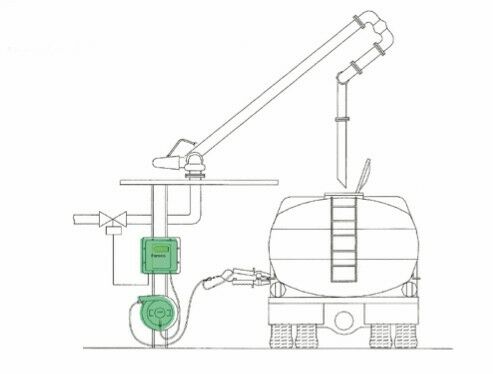
Funkenentladungen, Gleitstielbüschelentladungen, Schüttkegelentladungen und gewitterblitzähnliche Entladungen sind dazu fähig, Staub/Luft-Gemische zu entzünden. Zur Vermeidung dieser muss stets auf eine ausreichende Erdung der unterschiedlichen Behälter, Anlagen und Maschinen geachtet werden. Bei der pneumatischen Entladung eines Tankfahrzeuges beispielsweise, können aufgrund der hohen Geschwindigkeiten hohe elektrostatische Potenziale entstehen, die explosionsfähige Staubatmosphären entzünden. Dieses Risiko kann ausgeschlossen werden, wenn Silo, Annahmestation und Fahrzeug geerdet sind. Da keine konstante Erdverbindung am Fahrzeug möglich ist, werden hierfür Erdungsüberwachungssysteme als vorbeugende Assistenzsysteme eingesetzt. Mithilfe dieser Systeme kann während der Entladung oder Befüllung eines Fahrzeuges sichergestellt werden, dass die Verbindung zur Erde ausreichend leitfähig ist. Die Erdungsklammer der Überwachungseinheit wird am Fahrzeug angeschlossen und anschließend der Leitungswiderstand gemessen. Liegt dieser unter 10 Ohm, gibt das Erdungssystem eine Freigabe und startet den Erdungsprozess. Freigabesignale können mittels integrierter Relais weitergeleitet werden.
Das Farado II von Rembe geht hier noch einen Schritt weiter. Die intelligente Manipulationssicherung sorgt dafür, dass eine vorab eingestellte Objektgröße an der Erdungsklammer verbunden sein muss. Objektgrößen werden in diesem Fall anhand der elektrischen Kapazität (gemessen in PF) festgestellt. Dies verhindert, dass Erdungsklammern an bereits geerdeten Stahlträgern oder kleinen Objekten wie Schraubendrehern angeschlossen werden.
Temperaturanstieg und Glimmnester erkennen
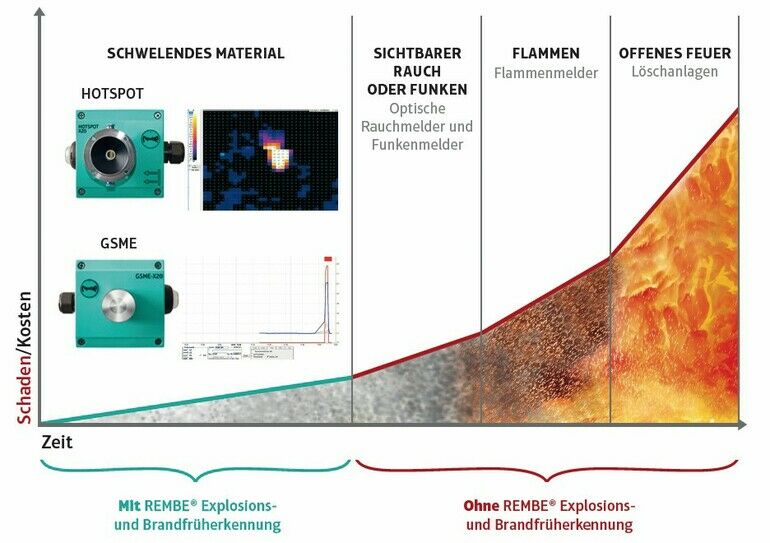
Eine weitere Gefahr, die frühzeitig erkannt werden sollte, ist ein Temperaturanstieg im geförderten oder bearbeiteten Material. Häufig führt Reibung zu einem schleichendenTemperaturanstieg, der das Material entzünden und Glimmnester hervorrufen kann. Je nach Materialverhalten können ebenfalls Maillard-Reaktionen auftreten, die sich bis hin zur Selbstentzündung fortführen. Derartiege Temperaturanstiege können im Produkt weder von Funkendetektoren noch von PT-100-Temperatursensoren sicher erkannt werden. Hierfür lassen sich Infrarotkameras mit einem längeren Wellenbereich einsetzen. Der Hotspot X20 misst Oberflächentemperaturen und setzt hierbei auf eine intelligente Auswertung, die das Sichtfeld in Detektionszonen unterteilt. Jede einzelne Zone kann mit einem eigenen Temperaturgrenzwert versehen werden, um die Detektion so gut wie möglich auf den Prozess anzupassen. Der Hotspot X20 kann selbst geringe Temperaturanstiege erkennen (1 °C) und den Betreiber bereits in der Entstehungsphase eines Brands oder einem vorhandenen Glimmnest warnen. Auch in Ex-Zone 20 und unter hoher Staubbelastung, überwacht die Infrarotkamera einen Temperaturbereich von 0 bis 200 °C (höhere Temperaturen sind optional möglich).
Detektion von Brand- oder Pyrolysegasen
Bevor es zu einer Rauchentwicklung oder einem Brand kommt, gerät das Material in der Regel in einen sogenannten Röstprozess, der diverse Brandgase freisetzt. Die Phase der Erwärmung bis hin zur Röstung kann sehr langwierig sein und unterbreitet damit die Möglichkeit, Pyrolysegase zu detektieren. Bei thermischer Zersetzung vieler Stoffe kommt es zum Ausstoß von Kohlenwasserstoffverbindungen. Liegt eine unvollständige Verbrennung ohne Flamme und geringer Sauerstoffzufuhr vor, entsteht Kohlenmonoxid. Um diese Gase bereits in der Entstehungsphase zu detektieren, eignet sich beispielsweise der GSME-X20-Pyrolysegasdetektor. Neben Kohlenmonoxid und Kohlenwasserstoffverbindungen werden auch Stickoxide und Wasserstoffverbindungen (CO, HC, H2 und NOx) erkannt. Mithilfe eines intelligenten Auswertealgorithmus lässt sich ein Prozessverhalten ideal abbilden. Steigt eine Konzentration über das gewohnte Niveau, alarmiert der GSME X20 unverzüglich. Ebenfalls in Ex-Zone 20 einsetzbar überwacht der Detektor Konzentrationsbereiche von 0 bis 100 ppm.
Wie geht es nach der Detektion weiter?
Jede Situation benötigt eine maßangefertigte Lösung. Bei idealer Auslegung von Einsatzort und Montageposition in einem Explosionsschutzkonzept erlauben Hotspot X20 und GSME X20 durch eine frühe Detektion die Vermeidung von Explosionen und Bränden. Wurde eine riskante Situation erkannt und der Betrieb gestoppt, tritt jedoch eine weitere Herausforderung zum Vorschein. Wie kann nun eine sichere Umgebung für einen sicheren Betrieb wiederhergestellt werden?
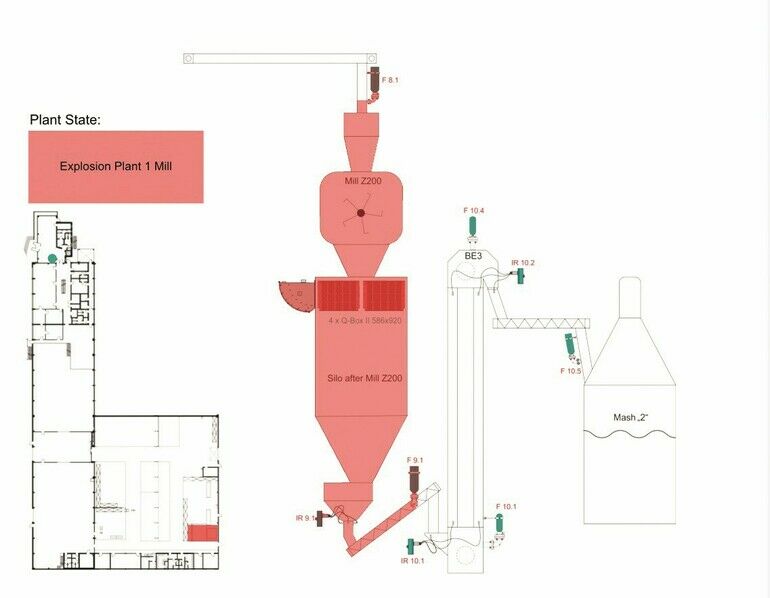
Um Mitarbeitern in Notsituationen schnelle Handlungsmöglichkeiten zu geben, bieten sich Prozessleitfäden an. Diese müssen sich jedoch transparent und gut erreichbar gestalten. Analog zur Schaltzentrale in modernen Kraftfahrzeugen, ermöglicht das iQ-Safety-Cockpit als vorbeugendes Assistenzsystem die Navigation hin zu einem sicheren Zustand der Anlage. Sind erst einmal alle Komponenten mit dem Netzwerk verbunden, können Signale aufgenommen und daraus resultierende Nachrichten automatisiert an diverse Empfänger (SMS, E-Mail, Pager,…) verteilt werden. Um nicht nur die Geräte, sondern auch die gefährlichen Bereiche identifizieren zu können, kann das Rembe-iQ-Safety-Cockpit ebenfalls Anlagen- und Gebäudepläne darstellen.
Rembe GmbH Safety + Control, Brilon

Autor: Alexander Kemmling
Sales Executive Explosion Prevention,
Key Accounts D-A-CH
Rembe

Hier finden Sie mehr über:







