Beim Einsatz von Magnetkupplungspumpen für Raffinerieanwendungen wird häufig der Standard API 685 für die Pumpenausführung gefordert. Die Anforderungen nach API 685 gehen in vielen Punkten über die Anforderungen an die Chemienormpumpen nach DIN EN ISO 15783 hinaus. Die Pumpenbaureihe SLM AVP ist nach dem API 685-Standard konstruiert.
Autor Dr. Thomas Herbers Prokurist, Technischer Leiter, Klaus Union
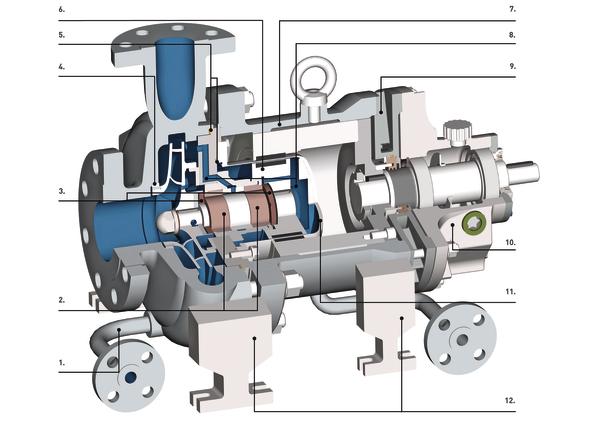
Um Emissionen beim Fördern von flüssigen, organischen Stoffen zu vermeiden, fordert die TA-Luft den Einsatz von dichten Pumpen, wie Spaltrohrmotorpumpen, Magnetkupplungspumpen sowie konventionellen Pumpen mit drucklosen oder druckbeaufschlagten Gleitringdichtungen. In der API 685 wird die konstruktive Ausführung solcher Pumpen spezifiziert. Kreiselpumpen mit Magnetkupplung erfüllen bauartbedingt die steigenden Anforderungen an Emissionsminimierung und bieten darüber hinaus im Vergleich zu den wellengedichteten Pumpenausführungen einen Pumpenbetrieb mit geringerem Wartungsaufwand. Die Magnetkupplungspumpe ist die Kombination einer beliebigen Pumpenhydraulik mit einer Magnetkupplung. Die Magnetkupplung übernimmt die Funktion der Abdichtung anstelle einer Gleitringdichtung oder einer Stopfbuchspackung. Durch den Verzicht auf eine mechanische Wellenabdichtung arbeitet eine Magnetkupplungspumpe leckagefrei. Beim Einsatz von Magnetkupplungspumpen für Raffinerieanwendungen wird häufig der API-Standard API 685 „Sealless Centrifugal Pumps for Petroleum, Heavy Duty Chemical, and Gas Industry Services“ für die Pumpenausführung zugrunde gelegt. Die Pumpenbaureihe SLM AVP von Klaus Union erfüllt die wichtigsten Anforderungen nach API 685, wie im Bild dargestellt. Die mittenaufgehängten Pumpengehäuse (12) sind durchgängig für mindestens 40 bar Innendruck berechnet und mit Entleerungsanschluss ausgeführt (1). Die Siliziumkarbidgleitlagerung ist zur Aufnahme der Axialkräfte in beide Richtungen ausgelegt, die Buchsen sind gegen Verdrehen gesichert (2; 3). Sowohl im Gehäuse als auch auf dem Laufrad sind auswechselbare Schleißringe angeordnet (4). Die statische Abdichtung des Spalttopfs zum Gehäuse ist im Kraftnebenschluss angeordnet (5). Der Spalttopf ist durch Anlaufzonen gegen Beschädigung durch den inneren Magnetträger bzw. den äußeren Magnettreiber geschützt (6;7). Im Bereich der Anlaufzonen ist der Spalt zwischen der Lagerbuchse und dem Magnetträger auf der Innenseite und zwischen dem Magnettreiber und der Zwischenlaterne auf der Außenseite kleiner als die Spalte des Magnetträgers bzw. -treibers zum Spalttopf. Dadurch werden die rotierenden Magnetträger nach einem Wälz- oder Gleitlagerschaden zuerst mit den Anlaufzonen in Kontakt kommen und nicht den Spalttopf beschädigen. Weiterhin schützt die äußere Anlaufzone den Spalttopf vor Beschädigung durch den äußeren Magnettreiber während der Montage bzw. Demontage. Die Bohrungen zur Führung der Kühl- und Schmierteilströme für die Magnetkupplung und Gleitlagerung sind so ausgeführt, dass der Druck in den Teilströmen über den gesamten Betriebsbereich über dem Saugdruck der Pumpe liegt (8). Dadurch wird Verdampfung im Teilstrom vermieden. Die Wärmesperre zwischen Zwischenlaterne und Lagerträger sorgt durch die Kühlrippen für eine gute Wärmeabfuhr nach außen und behindert den Wärmefluss von der Pumpe zu den Wälzlagern im Lagerträger (9). Diese Maßnahme verringert die Temperatur an den ölgeschmierten Wälzlagern (10) um bis zu 25 °C und erhöht so die Lagerstandzeiten.
Doppelschaliger Spalttopf
Eine wesentliche Forderung der API 685 ist die Sekundärabdichtung. Zur Erfüllung dieser Anforderung kann ein doppelschaliger Spalttopf eingesetzt werden (1). Es handelt sich hierbei um zwei ineinander liegende Spalttöpfe, die jeweils auf Betriebsdruck zuzüglich der in der API 685 geforderten Sicherheitszuschläge ausgelegt sind. Zwischen den beiden Spalttöpfen befindet sich ein Volumen, dessen Druck über ein Manometer o. Ä. überwacht wird. Sinnvoll ist bei der Fertigung die Einstellung eines Vakuums. Dadurch kann über den Druck der Zustand des Spalttopfes überwacht werden. Steigt der Druck auf Umgebungsdruck an, so liegt ein Schaden des äußeren Topfes vor. Bei höherem Druck als Umgebungsdruck ist von einem Schaden des inneren Topfes auszugehen.
prozesstechnik-online.de/cav0614402
Unsere Webinar-Empfehlung

Die Websession „Wasserstoff in der Chemie – Anlagen, Komponenten, Dienstleistungen“ (hier als Webcast abrufbar) zeigt technische Lösungen auf, die die Herstellung und Handhabung von Wasserstoff in der chemischen Industrie sicher machen und wirtschaftlich gestalten.
Ob effizienter…
Teilen:







