
Der Zirkon-Detektor in den Prozessanalysengeräten der ZR-Serie bestimmt in Verbindung mit den Messumformern ZR202G und ZR402G in situ und ohne Probenentnahme den Sauerstoff von Verbrennungsanlagen sowie die Feuchtigkeit in Befeuchtern und Trocknern. Die Parametrierung geschieht direkt vor Ort am Messumformer oder über die Hart-Schnittstelle von einem PC oder Leitsystem aus.
Reinhard Gehrmann
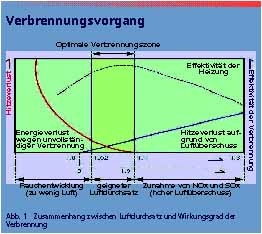
Dampfkessel, Cracker, Härteöfen, Röster, Verbrennungsanlagen und viele mehr benötigen eine exakte Bestimmung des Restsauerstoffs im Abgas. Zwischen rauchender Verbrennung wegen Sauerstoffmangels und der Entstehung von NOx und SOx durch Sauerstoffüberschuss ist nur ein schmaler Grat (Abb. 1). Für diese Anwendungen eignet sich der EXA xt-Sauerstoffanalysator von Yokogawa. Er misst den O2-Gehalt im Prozess und lässt sich aufgrund seiner schnellen Ansprechzeiten auch bei der Regelung von Verbrennungsvorgängen mit niedrigem Sauerstoffausstoß einsetzen. Darüber hinaus wird der EXA xt-Sauerstoffanalysator in Befeuchtern und Trocknern zur Messung und Regelung der Feuchtigkeit verwendet.
Systemkomponenten
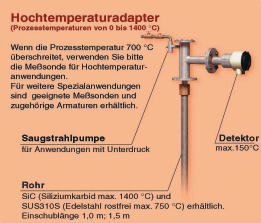
Das System besteht im Grundausbau aus einem Detektor mit Sensor sowie einem Messumformer. Der Messumformer ist entweder direkt mit dem Messwertaufnehmer verbunden oder wird getrennt montiert (Abb. 2). Weitere Komponenten für den Sensor sind Filter, Schutzrohre zum Einsatz in kohlebefeuerten Dampfkesseln sowie Stützrohre für den horizontalen Einbau von Sensoren über 2,5 m Länge. Eine Standard-Gaseinheit und eine Auto-Kalibriereinheit sind ebenfalls erhältlich. Für den Einsatz bei Prozesstemperaturen über 700 °C steht ein Hochtemperatur-Detektor in den Längen 1,0 und 1,5 m zur Verfügung (Abb. 3), dessen Messrohr aus rostfreiem Stahl (SUS310S, bis 750 °C) oder aus Siliziumkarbid (bis 1400 °C) besteht. Darüber hinaus ist bei dieser Ausführung der Messwertaufnehmer durch die Bauart des Detektors so weit vom Prozess entfernt, dass die maximal erlaubte Umgebungstemperatur von 150 °C nicht überschritten wird.
Schnelle Ansprechzeiten
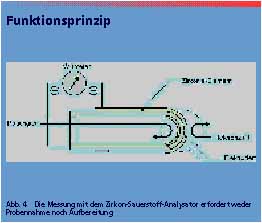
Die in situ-Messmethode des Detektors ZR22 mit dem zuverlässigen Zirkon-Sensor erfordert weder Probennahme noch Aufbereitung (Abb. 4). Dadurch ergeben sich sehr schnelle Ansprechzeiten (t90 innerhalb von 5 s). Der Detektor arbeitet je nach Bedarf mit drei verschiedenen Referenzluft-Verfahren: mit natürlicher Konvektion der Umgebungsluft, mit Druckluft oder mit Druckkompensation. Natürliche Konvektion nutzt die Umgebungsluft des Detektors als Referenz, sie umströmt das Messelement von innen. Wird Druckluft als Referenz benutzt, ist am entsprechenden Anschluss des Detektors gereinigte, entölte und entfeuchtete Luft mit einem Druck von 200 kPa angeschlossen. Druckkompensation wird empfohlen, wenn der Druck des Messgases 3 kPa erreicht und ist unbedingt erforderlich, wenn er 5 kPa übersteigt. Durch diese verschiedenen Referenzluft-Verfahren ergibt sich eine hohe Flexibilität der Installation.
Hohe Wiederholgenauigkeit
Das System arbeitet mit einer Wiederholgenauigkeit der Messung von 0,5% (O2) bis 1% (H2O) des Endwertes. Die Drift beträgt 2% (O2) bis 3% (H2O) des Endwertes pro Monat für Null und Endwert. Darüber hinaus kann es mit einer Auto-Kalibriereinheit ausgestattet werden, die es in konfigurierbaren Abständen automatisch kalibriert. Zudem ist die Kalibrierung jederzeit bei Bedarf durch Eingabe am Touchscreen von Hand zu starten. Messungenauigkeiten werden hauptsächlich durch Feuchtigkeitsänderungen der Referenzluft und durch unterschiedliche Drücke in Kamin und Umgebung verursacht. Der Sensor analysiert den Partialdruck des Sauerstoffs im Vergleich zu dem der Umgebung. Eine Druckschwankung von 10 kPa verursacht einen Messfehler von 10% des Messwertes. Die Druckkompensation eliminiert diese Messfehler bei Prozessdrücken von -5 bis 250 kPa vollständig.
Systemaufbau
Der modulare Aufbau des Sensors, der in Längen von 0,15 bis 5,4 m erhältlich ist, ermöglicht den Austausch der Zirkon-Zelle und des Heizelements vor Ort. Die Zirkon-Messzelle ist mit vier Schrauben befestigt, die Leitungen für Referenz- und Kalbriergas sind problemlos anzuschließen und zu entfernen. Dadurch ergeben sich die Vorteile der einfachen, schnellen, kostengünstigen Installation, Wartung und Reparatur sowie geringe Stillstandszeiten.
Der Messumformer der getrennten Ausführung, ZR402G, ist in einem Gehäuse der Schutzart IP66 eingebaut, alle Kabeldurchführungen sind komplett abgedichtet. Auf dem LCD-Touchscreen werden alle im Prozess gemessenen Werte numerisch oder als Echtzeit-Trends sowie alle Alarme und Statusmeldungen dargestellt. Darüber hinaus dient er zur Konfiguration des Systems und zum Start des Kalibriervorganges von Hand. Mit dem Messumformer ZR402G lassen sich drei konfigurierbare Messparameter, zum Beispiel O2-Konzentration, relative Feuchte und Taupunkt, gleichzeitig bestimmen. Der Messumformer der kompakten Ausführung, ZR202G, besitzt eine sechsstellige LC-Anzeige mit IR-Tastern zur Bedienung und Konfiguration des Systems. Durch seine integrierte Bauform erübrigt sich eine Verkabelung zwischen Detektor und Messumformer. Durch den gebrauchsfertigen Zusammenbau der kompakten Ausführung ergeben sich geringe Verkabelungs-, Verrohrungs- und damit insgesamt sehr geringe Installationskosten.
Parametrierung
Die Parametrierung geschieht vom System geführt über die Tasten im LC-Bildschirm beim ZR402G oder über die Infrarot-Schalter beim ZR202G. Parametrier- und Wartungsfunktion sind mit unterschiedlichen Passwörtern geschützt. Neben der Grundeinstellung wie Messbereich und Alarmgrenzwerten lassen sich bis zu drei Kontakte zur externen Meldung besonderer Zustände konfigurieren. Mit diesen Kontakten werden Hupen, Rundumleuchten oder Sirenen angesteuert, die bei Eintreten des konfigurierten Zustandes Licht- oder Tonsignale abgeben. Beim Eintreten eines der konfigurierten Zustände wird der Kontakt aktiviert. Durch ständige Selbstdiagnose erkennt das System die internen Fehler wie „Ausfall der Messzelle“ und meldet diese als „Allgemeiner Fehler“ in der Anzeige sowie über den Kontaktausgang.
Mit seiner Hart-Schnittstelle ist der Analysator in der Lage, mit übergeordneten Systemen wie Leitsystemen oder Installations-, Diagnose- und Wartungssoftware auf PC-Basis zu kommunizieren. Durch die Kommunikation mit dem Hart-Protokoll stehen alle Informationen aus dem Prozess, darüber hinaus alle Status- und Fehlerinformationen aus der Selbstdiagnose, einem Bediener in der Warte oder einem Wartungstechniker an seinem Arbeitsplatz online zur Verfügung. Damit erhalten Anlagenfahrer und Wartungspersonal bereits bei der Inbetriebnahme alle relevanten Daten des Gerätes im Klartext auf ihrem Bildschirm. Sie sind dadurch in der Lage, Parameter schnell zu ändern und Probleme einfach zu lokalisieren und zu beheben.
E cav 237
Unsere Webinar-Empfehlung

Der Webcast MTP und modulare Produktion bietet eine einzigartige Gelegenheit, mehr über die aktuellen Entwicklungen bei MTP und in der modularen Produktion zu erfahren.
Chemie- und Pharmaproduktion braucht mehr Flexibilität
In der heutigen sich schnell wandelnden Welt stehen…
Teilen:







