Stellventile werden zum Öffnen oder Absperren von Rohrleitungen in chemischen und verfahrenstechnischen Anlagen eingesetzt. Bei automatisierten Stellventilen bilden Magnetventile die Schnittstelle zwischen der elektrischen Steuerungsebene und dem pneumatischen Antrieb. Neben dem Explosionsschutz gewinnt dabei die funktionale Sicherheit zunehmend an Bedeutung.
Die Sicherheit hat in der Prozessautomation schon immer einen hohen Stellenwert. Die grundlegenden Sicherheitsanforderungen an die Beschaffenheit von explosionsgeschützten Geräten werden durch die EG-Richtlinie 94/9/EG (Atex 100a) geregelt. Die Anforderungen sind erfüllt, wenn von einer zertifizierten EG-Zulassungsstelle eine Baumusterprüfung durchgeführt und für das Gerät eine ent- sprechende EG-Baumusterprüfbescheinigung ausgestellt wurde.
Die internationale Norm IEC 61508 (Funktionale Sicherheit) und die daraus abgeleiteten Normen IEC 61511 (Funktionale Sicherheit in der Prozessindustrie) und ISO 13849 (Sicherheit von Maschinen) beschreiben ein Verfahren, mit dem die Ausfallwahrscheinlichkeit durch eine umfassende Risikobetrachtung ermittelt und die Anforderungen an die Schutzeinrichtung festgelegt werden können. Der Safety Intgegrity Level (SIL) bzw. Performance Level (PL) für die Schutzeinrichtung wird von einem Prüflabor ermittelt und in einem Zertifikat dokumentiert.
Für sicherheitsgerichtete Systeme
In Sicherheitskreisen werden bevorzugt Magnetventile mit Membrantechnologie eingesetzt. Samsomatic-Magnetventile mit Zündschutzart „Eigensicherheit“ (Ex i) oder „Druckfeste Kapselung“ (Ex d) gewährleisten eine hohe Betriebssicherheit in explosionsgefährdeten Bereichen und können in Sicherheitskreisen mit Anforderungen bis einschließlich SIL 3 (IEC 61511) bzw. SIL 4 (IEC 61508) und PL e (ISO 13849) eingesetzt werden.
Die betriebsbewährte Kombination aus Düse-Prallplatte-System und Schaltmembran bietet entscheidende Vorteile: Sicheres Schalten in die Sicherheitsstellung auch nach langen Stillstandszeiten, lageunabhängiges Schaltverhalten, geringe elektrische Leistungsaufnahme und einen großen Umgebungstemperaturbereich. Durch eine 100-prozentige Funktions- und Dichtheitsprüfung der Magnetventile wird die Ausfallwahrscheinlichkeit auf ein Minimum reduziert.
Membrantechnologie: Funktionsprinzip
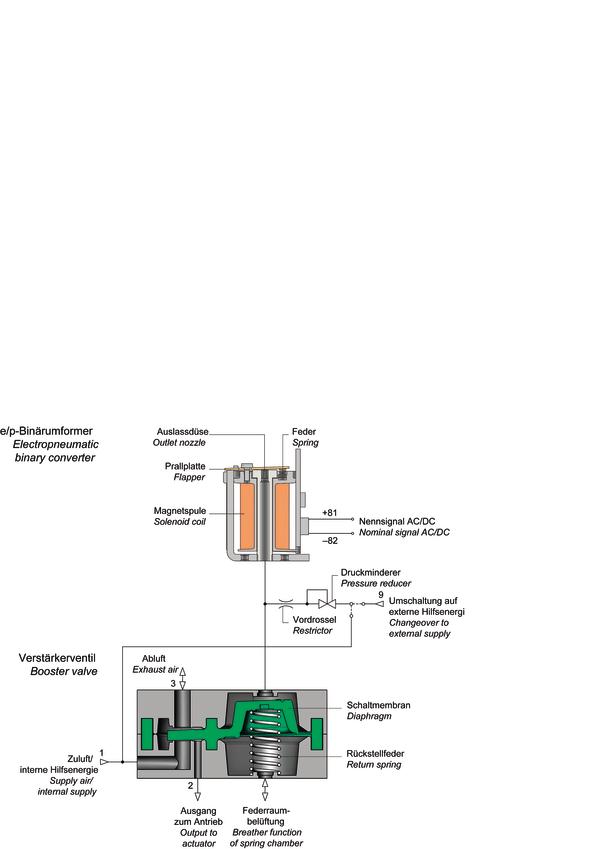
Die Magnetventile bestehen aus einem e/p- Binärumformer mit Düse-Prallplatte-System und einem Verstärkerventil mit Schaltmembran. Die Hilfsenergie für den e/p-Binärumformer wird mit einer Wendedichtung intern über den Zuluftanschluss 1 oder extern über den Anschluss 9 zugeführt und mit dem Druckminderer auf einen konstanten Druck von 1,4 bar reduziert. In Ruhestellung wird die Prallplatte durch die Feder von der Auslassdüse abgehoben. Dadurch stellt sich im Druckteiler, bestehend aus der Vordrossel und der Auslassdüse, ein Druck ein, der unter dem Einschaltdruck des Verstärkerventils liegt. Die Hilfsenergie strömt aus der offenen Auslassdüse und belüftet den Elektronikraum. Aufgrund des geringfügigen Überdrucks wird das Eindringen von Feuchtigkeit und somit Korrosion zuverlässig verhindert. Durch ein elektrisches Binärsignal wird die Magnetspule erregt und die Auslassdüse gegen die Kraft der Feder von der Prallplatte verschlossen. Dadurch steigt der Druck im Druckteiler über den Einschaltdruck des Verstärkerventils an und schaltet die Schaltmembran in die Arbeitsstellung um. Die Zuluft strömt über den Anschluss 1 zum Ausgang 2 und betätigt den Antrieb. Nach Wegnahme des elektrischen Binärsignals wird die Schaltmembran durch die Rückstellfeder wieder in die Ruhestellung umgeschaltet und der Ausgang 2 verschlossen.
Sicheres Schalten mit Redundanzplatte
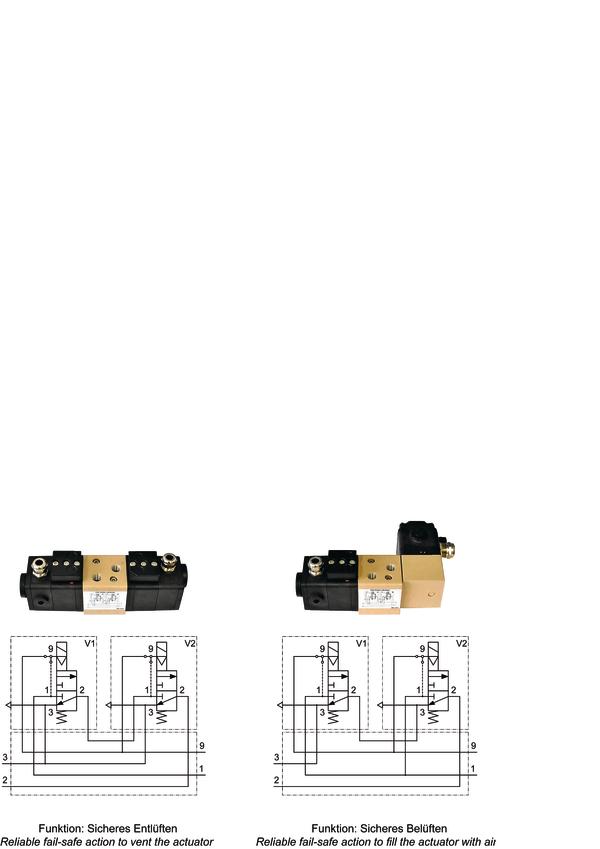
Um eine höhere Sicherheit und gegebenenfalls auch einen höheren Sicherheitslevel (SIL oder PL) zu erreichen, müssen die Magnetventile redundant ausgelegt werden. Die redundante Instrumentierung gewährleistet, dass bei Ausfall eines Magnetventils die Sicherheitsstellung des Antriebs durch ein zweites Magnetventil beibehalten wird. Entsprechend der geforderten Sicherheitsstellung „Sicheres Belüften“ bzw. „Sicheres Entlüften“ werden die Magnetventile in Serien- oder Parallelschaltung verschaltet. Eine Redundanzplatte bietet die Möglichkeit, zwei Magnetventile ohne Verrohrungsaufwand miteinander zu verschalten. Dabei werden die Magnetventile über Namur-Schnittstellen (VDI/VDE 3845) an der Redundanzplatte befestigt. Über eine dritte Namur-Schnittstelle kann die Redundanzplatte direkt an Schwenkantriebe angebaut werden.
Eine zusätzliche Adapterplatte ermöglicht die Verrohrung über Gewindeanschlüsse oder den Anbau an Hubantriebe mit Namur-Rippe (IEC 60534-6).
Plant safety has always played a major role in process automation. The European Direc- tive 94/9/EC (Atex 100a) stipulates the fundamental safety specifications for the design of explosion-protected devices. A notified body must issue an EC type examination certificate to verify that the device meets the safety requirements.
The international IEC 61508 standard (func-tional safety) and the standards derived from it, namely IEC 61511 (functional safety for the process industry) and ISO 13849 (machinery safety), describe a procedure for quantifying the probability of failure by assessing the risk and allow the requirements for safety equipment to be determined. The safety integrity level (SIL) and the performance level (PL) for safety equipment are established by a test laboratory and verified in a certificate.
Safety-instrumented systems
Solenoid valves with diaphragms are the preferred option in safety-instrumented systems. Samsomatic solenoid valves with the “intrinsic safety” (Ex i) or “flameproof enclosure” (Ex d) type of protection ensure high reliability in hazardous areas and can be installed in safety-instrumented systems for requirements up to SIL 3 (IEC 61511) or SIL 4 (IEC 61508) as well as PL e (ISO 13849).
The proven-in-use combination of a flapper/ nozzle system and diaphragm has decisive ben-efits: efficient switching even after remaining static for long periods of time, switching be- haviour independent of the mounting position, low power consumption and a wide ambient temperature range. All solenoid valves are subjected to on-demand function and leak tests to minimise the probability of failure.
Functional description
The solenoid valves consist of an electropneumatic binary converter with a flapper/nozzle system and a booster valve with diaphragm. The air supply for the electropneumatic binary converter is routed internally using a reversible seal through supply air connection 1 or exter-nally through connection 9. The pressure re- ducer reduces the supply air pressure to 1.4 bar. In the idle position, the flapper is lifted off the outlet nozzle by a spring. This causes a pressure lower than the activation pressure of the booster valve to build up in the pressure divider, which consists of a restrictor and an outlet nozzle. The supply air flows through the open outlet nozzle and purges the electronics compartment. The slight positive pressure prevents moisture from entering the device and thus inhibits corrosion.
When the solenoid coil is energised by a binary electrical signal, the outlet nozzle is closed by the flapper against the force of the spring. This causes the pressure in the pressure divider to rise above the activation pressure of the boost-er valve, switching it to the operating position. The supply air flows through connection 1 to the output port 2, activating the actuator. When the solenoid coil is de-energised, the booster valve is switched back to the idle position by the return spring and the output port 2 is closed.
Redundancy plate for fail-safe action
To achieve better reliability and possibly also a higher level of safety (SIL or PL) in safety- instrumented systems, the solenoid valves must be designed in a redundant configura- tion. In this way, if one solenoid valve fails, the fail-safe action of the actuator is still guaranteed by a second valve. The solenoid valves are hooked up either in series or in parallel depending on the required fail-safe action, namely to vent the actuator or to fill it with air. A redundancy plate allows series or parallel connections of two solenoid valves without any additional hook-up.
The solenoid valves are mounted to the redundancy plate using Namur interfaces (VDI/ VDE 3845). This plate can be directly attached to rotary actuators via a third Namur interface. An additional adapter plate also allows the valves to be hooked up with threaded connections or mounted to linear actuators with a Namur rib (IEC 60534-6).
prozesstechnik-online.de/top1113411
Unsere Webinar-Empfehlung

Die Websession „Wasserstoff in der Chemie – Anlagen, Komponenten, Dienstleistungen“ (hier als Webcast abrufbar) zeigt technische Lösungen auf, die die Herstellung und Handhabung von Wasserstoff in der chemischen Industrie sicher machen und wirtschaftlich gestalten.
Ob effizienter…
Teilen:







