
Die sich aus der Richtlinie 94/9/EG (Atex 100a) ergebenden Explosionsschutzforderungen gelten bereits heute als Stand der Technik. Deshalb sind dieHersteller und Betreiber von Vakuumpumpen schon jetzt verpflichtet, den neuesten Erkenntnisstand des Explosionsschutzes nach dieser Richtlinie zu berücksichtigen. Dazu muss die Vakuumpumpe einer experimentellen Explosionsprüfung unterzogen werden.
Dr. Uwe Friedrichsen
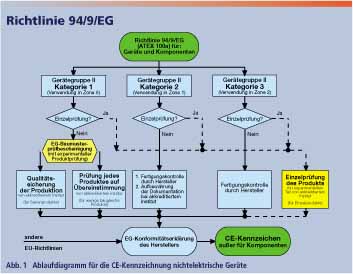
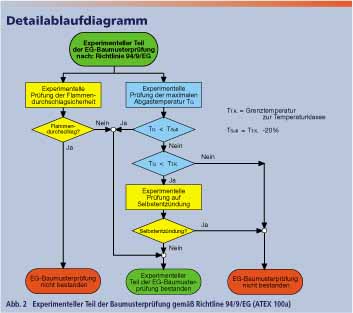
Innerhalb der EU gilt neben den noch bestehenden nationalen Vorschriften zum Explosionsschutz seit dem 1. März 1996 die vom Europäischen Parlament verabschiedete Richtlinie 94/9/EG (Atex 100a) zur Angleichung der Rechtsvorschriften der Mitgliedsstaaten für Geräte und Schutzsysteme zur bestimmungsgemäßen Verwendung in explosionsgefährdeten Bereichen. Diese Richtlinie ist innerhalb der EU ab dem 1. Juli 2003 für explosionsgeschützte Geräte allein geltendes Recht und ersetzt ab diesem Datum alle zur Zeit noch geltenden nationalen Vorschriften. Abbildung 1 zeigt den allgemeinen Ablauf der Zertifizierung gemäß Richtlinie 94/9/EG für Vakuumpumpen. In der Darstellung ist der Weg für die erforderliche Baumusterprüfung bei Geräten der Kategorie I, das bedeutet Vakuumpumpen zur Förderung explosiver Medien aus und in Zone 0, dargestellt. Im Rahmen der Baumusterprüfung muss das produktspezifische Qualitätssicherungssystem für Herstellung, Endabnahme und Prüfung durch ein akkreditiertes Institut bewertet und anerkannt werden. Darüber hinaus muss die Vakuumpumpe selbst auch einer experimentellen Explosionsprüfung unterzogen werden, deren detaillierter Ablauf in Abbildung 2 dargestellt ist.
Notwendige Prüfungen
Bei der Prüfung auf Flammendurchschlagsicherheit wird der in einem Kreislaufrohleitungssystem nach prEN 12874 aufgebauten Vakuumpumpe an verschiedenen Betriebspunkten jeweils explosionsfähiges Prüfgas-Luft-Gemisch zugeführt und bei eingeschalteter Pumpe zur Explosion gebracht. Damit erfolgt der Nachweis, dass die saug- und druckseitig installierten Schutzsysteme, zum Beispiel Detonationssicherungen, auch im späteren Betrieb eine Ausbreitung der Explosion sicher verhindern und keine Flammen aus dem Inneren der Vakuumpumpe in die Umgebung gelangen.
Neben dieser Prüfung werden auch die Abgastemperaturen an definierten Betriebspunkten überprüft. Der weitere Verlauf der Zertifizierung ergibt sich aus den gefundenen Abgastemperaturen und der gewünschten Temperaturklasse. Beispielsweise bedeutet die Temperaturklasse T3 (Grenztemperatur TT.K. = 200 °C) im Inneren der Vakuumpumpe, dass bei einer maximalen Abgastemperatur kleiner 160 °C keine zusätzlichen Selbstentzündungsversuche durchgeführt werden müssen.
Befinden sich die ermittelten maximalen Abgastemperaturen in einem Bereich von 160 bis 200 °C, so sind nach aktuellem Stand der Technik Selbstentzündungsversuche mit dem zündwilligsten Diethylether-Luft-Gemisch erforderlich. Eine Prüfung der maximalen Oberflächentemperaturen im Arbeitsraum, wie in DIN 1127 gefordert, ist messtechnisch kaum realisierbar. Daher wurde die in jedem Fall höhere Gastemperatur mit dem gleichen Sicherheitsabstand von 20% zur jeweiligen Temperaturklasse festgelegt.
Wirksame Kühlung
Für die Baumusterprüfung einer Vakuumpumpe gemäß Atex 100a bedeutet dies nicht nur eine optimale Arbeitsraum- und Verdrängergestaltung, sondern auch die Notwendigkeit einer wirksamen Kühlung. Aus physikalischer Sicht wird die Kühlung des Fördermediums um so aufwendiger, je mehr Leistung dem Arbeitsraum zugeführt wird. Unter der Voraussetzung eines konstant niedrigen Ansaugdruckes gilt: Bis zu einem effektiven Saugvermögen von etwa 100 m³/h kann mit einem geeigneten Schraubenprofil sogar die T4-Grenze von 135 °C Abgastemperatur ohne direkte Verdrängerkühlung eingehalten werden. Oberhalb dieses Saugvermögens sind zusätzliche Kühlmaßnahmen unerlässlich. Die genannte T4-Grenze kann bis ca. 250 m³/h problemlos durch direkte Verdrängerkühlung eingehalten werden. Abbildung 3 zeigt eine derartige Vakuumpumpe der Baureihe Cobra TC von Busch, die mit direkter Rotorkühlung bis etwa 45% der im Arbeitsraum entstehenden Kompressionswärme abführen kann. Ab 400 m³/h ist nur mit direkter Verdrängerkühlung und speziellen Verdrängern eine Überschreitung der T4-Grenze zu vermeiden. Konventionelle Vakuumpumpen erreichen diese Temperaturanforderungen nur mit einer kostenintensiven Kühlung und Rückführung des Abgases in den Arbeitsraum und/oder mittels Drehzahlreduzierung und damit Leistungseinbußen.
Variable Einstellungen
Unabhängig von der weiteren Entwicklung der Prüfmodalitäten wurde die Produktfamilie Cobra TC für Anwendungen in der chemischen und pharmazeutischen Industrie entwickelt. Das Spektrum der Anwendungen erreicht Saugdrücke unter 0,1 mbar abs. und deckt Volumenströme von 70 bis fast 1000 m³/h ab, bei gleichzeitig variabler Einstellung der Gastemperatur im Arbeitsraum. Mit den Schraubenverdrängern, die eine hohe innere Verdichtung aufweisen und der optionalen direkten Verdrängerkühlung lassen sich sehr niedrige Temperaturen im Arbeitsraum realisieren, um beispielsweise der Atex 100a zu genügen. Dennoch gibt es viele Anwendungen, bei denen zugleich eine Mindesttemperatur nicht unterschritten werden darf. Beispielsweise kann bei einem Prozessgas eine Zündtemperatur gemäß T3 ( 200 °C) und ein Taupunkt um 120 °C die Einhaltung eines Temperaturfensters in der Vakuumpumpe erfordern. Eine zu geringe Temperatur bedeutet Kondensatbildung in der Pumpe und möglicherweise Korrosion. Cobra TC gestattet dem Anwender mit ihrer unkomplizierten und hocheffektiven direkten Temperierung von Verdränger und Gehäuse die Einstellung verschiedenster Temperaturfenster im Arbeitsraum und damit hohe Betriebssicherheit und kurze Warmfahrzeiten sowie minimale Spaltgrößenschwankungen zwischen Verdrängern und Gehäuse und variabel einstellbare hohe oder niedrige Temperaturen im Arbeitsraum. Zudem sind eine zusätzliche Rückführung von gekühltem Abgas oder Kondensatoren nicht notwendig.
E cav 203
UNBERÜCKSICHTIGT Selbstentzündungsversuche in Vakuumpumpen
Erst seit Herbst des Jahres 2000 werden Selbstentzündungsversuche mit verschiedenen Prüfgas-Luft-Gemischen innerhalb von Vakuumpumpen für die EG-Baumusterprüfung durchgeführt. Dabei werden Dampf- und Prüfgas-Luft-Gemische mit besonders geringer Zündtemperatur und Zündenergie bei Atmosphärendruck durch die Vakuumpumpe gefördert. Ein Stoffgemisch mit sehr hoher Zündwilligkeit ist Diethylether in Luft. Dieses Gasgemisch weist oberhalb des Umgebungsdrucks bis etwa 2 bar eine starke Anhängigkeit der Zündtemperatur vom Druck auf. Die abnehmende Selbstentzündungstemperatur bei ansteigendem Druck führt vergleichsweise schnell zu Selbstentzündungen. Aus diesem Grund werden T4-zugehörige Ether, das bedeutet auch das Lösemittel Diethylether, zukünftig bei der Durchführung der EG-Baumusterprüfung besondere Beachtung finden.
Unsere Webinar-Empfehlung

Der Webcast MTP und modulare Produktion bietet eine einzigartige Gelegenheit, mehr über die aktuellen Entwicklungen bei MTP und in der modularen Produktion zu erfahren.
Chemie- und Pharmaproduktion braucht mehr Flexibilität
In der heutigen sich schnell wandelnden Welt stehen…
Teilen:







