
Die Untersuchung des Trocknungsverhaltens, der Feuchtigkeitsaufnahme und des Feuchtigkeitsgehaltes von Materialien und Produkten wird immer wichtiger, da deren Eigenschaften durch Feuchtigkeit oftmals unerwünscht verändert werden. Ein Trend in der modernen Thermoanalytik ist daher die Kontrolle der Gasatmosphäre über der Probe, z. B. durch den Einsatz von Reaktivgasen, Vakuum/Druck oder Feuchtigkeit. Für die Analytik lassen sich hierzu thermogravimetrische Analysegeräte (TGA) mit Feuchtigkeitssensoren kombinieren.
Dr. Matthias Wagner und Dr. Dirk Neff
Feuchtigkeit beeinflusst die Verarbeitung, Lagerstabilität und Verwendbarkeit vieler Produkte wie pharmazeutischer Inhaltsstoffe (Füllstoffe wie Laktose, Wirkstoffe), Kunststoffe, z. B. Nylon, Baumaterialien, Metalle, Explosivstoffe und Nahrungsmittel. Deshalb ist es notwendig, die Materialeigenschaften bei einer definierten relativen Feuchtigkeit zu untersuchen oder deren Abhängigkeit von der Feuchte zu messen. Wird eine Probe bei Raumtemperatur der Atmosphäre ausgesetzt, so tendiert sie je nach relativer Luftfeuchte zur Wasseraufnahme oder -abgabe. Die Luftfeuchte kann unter anderem die mechanischen Eigenschaften beeinflussen, man denke etwa an Kartoffelchips, die mehrere Tage offen stehen geblieben sind.
Speziell für Inhaltsstoffe von pharmazeutischen Zubereitungen ist das Studium ihres Verhaltens in Abhängigkeit der Feuchte wichtig. Dies fängt schon bei der Verarbeitung an. Beispielsweise kann ein sprühgetrocknetes Pulver ungeahnte Schwierigkeiten bereiten, wenn es feucht wird und dann sämtliche Leitungen und Dosiereinrichtungen im Produktionsprozess verstopft. Ist das trockene Medikament dann in der Apotheke und nimmt wegen unzureichender Verpackung Wasser auf, kann dies zu einer verminderten Haltbarkeit führen. Schließlich könnte sich das Medikament auch infolge höheren Feuchtigkeitsgehaltes dermaßen in seinen strukturellen Eigenschaften verändern, dass die Bioverfügbarkeit und Wirkung herabgesetzt sind. Ursache einer solchen Veränderung kann die Kristallisation des Wirkstoffs sein. Man spricht in diesem Zusammenhang auch von Pseudopolymorphie, bei der sich durch Lösemittel oder Feuchtigkeit die Kristallform ändern kann, z. B. durch Einbau von Kristallwasser. Die Feuchtigkeit kann aber auch nur adsorbiert, also schwach gebunden werden. Hydratwasser ist ein Beispiel für stark gebundenes Wasser. Die dabei entstehenden Verbindungen werden auch als Solvate bezeichnet. Nicht zuletzt ist die Unterscheidung verschiedener Solvate wegen ihrer unterschiedlichen Wirkungsweise wichtig, sind doch pseudo-polymorphe wie polymorphe Substanzen separat patentierbar. Dies klärt man bereits in der Entwicklungsphase ab.
Einsatz der Thermogravimetrie
Bei einem Beispiel aus der pharmazeutischen Industrie wurde der Einfluss der relativen Luftfeuchtigkeit auf Amilorid Hydrochlorid Hydrat in reiner Form (>98 %), einen Wirkstoff des Diuretikums Amilorid, untersucht. Dazu wurde ein Feuchtigkeitsgenerator VTI RH-200 und ein Feuchtigkeitssensor Rotronic HygroClip SC04 mit dem Thermoanalysenmodul TGA/DSC 1 mit großem Ofen gekoppelt. Etwa 14 mg des gelblichen feinen Pulvers wurden in einen 150 μl-Platintiegel eingewogen und bei 25 °C ins TGA-Gerät eingesetzt. Die Probe wurde definiert aufgeheizt, 30 Minuten bei 125 ° gelassen und schließlich mit einer Rate von 5 K/min wieder auf 25 °C abgekühlt. Eine relative Luftfeuchtigkeit (RH) von 5 % wurde während dieser Phase des Experimentes eingestellt. Danach wurde die Probe isotherm bei 25 °C beginnend mit 10 % RH in 10 %-Schritten und zuletzt mit einem 5 %-Schritt steigender Feuchtigkeit ausgesetzt, bis 95 % RH erreicht wurden. Anschließend wurde die relative Luftfeuchtigkeit in 10 %-Schritten wieder reduziert. Der Fluss des Feuchtestroms betrug während aller Feuchtigkeitsstufen 100 ml/min.
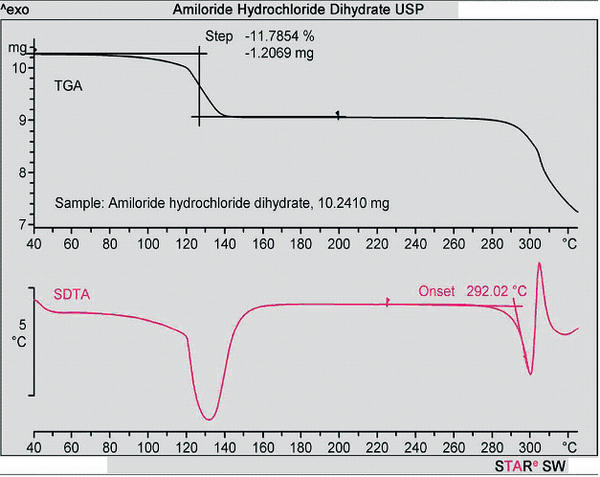
Zur Charakterisierung des Trockenverlusts gibt es standardisierte Verfahren nach Pharmakopoe. Bild 2 zeigt die Gewichtsverlustkurve der Testsubstanz gemäß USP (United States Pharmacopoe) 26. Eine Probe von etwa 10 mg muss dabei von Raumtemperatur mit 10 K/min aufgeheizt werden und der Gewichtsverlust zwischen Raumtemperatur und 200 °C darf nicht weniger als 11 % und nicht mehr als 13 % betragen. Für den Gewichtsverlust sind die minimale Abgabe von freiem Wasser bis etwa 80 °C und die Eliminierung der beiden Hydratwasser zwischen 80 und 140 °C verantwortlich. Die Dehydratisierung ist im SDTA als zweistufiger endothermer Effekt gut zu erkennen. Als Gewichtsverlust wurden 11,8 % ausgewertet. Bei 280 °C beginnt die Substanz zu schmelzen und sich gleichzeitig zu zersetzen. Der Schmelzpunkt des Anhydrats wurde mit 292 °C bestimmt. Dieser Wert liegt etwa 1,5 °C unter dem im Merck Index für das Anhydrat angegebenen. Der Grund hierfür ist, dass die Produkte der beginnenden Zersetzung ab ca. 280 °C die Substanz verunreinigen und so zu einer Schmelzpunktdepression führen.
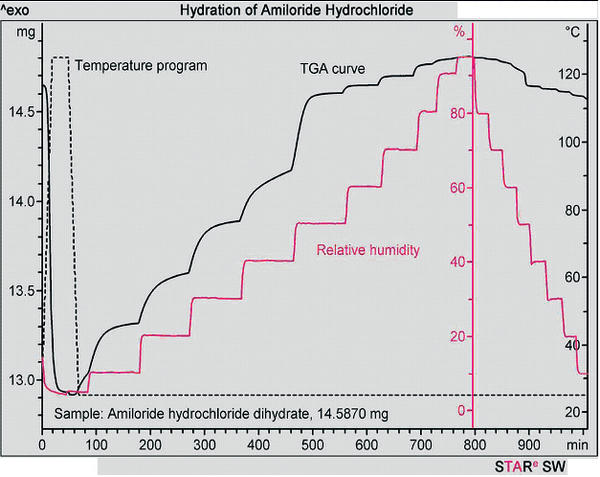
Die Dehydratisierung bei erhöhter Temperatur, die Rehydratisierung und die Feuchtigkeitsad- und -desorption sind in Bild 3 dargestellt. Dabei gibt die gepunktete Kurve das Temperaturprogramm, die rote Kurve den Verlauf der relativen Luftfeuchtigkeit und die schwarze durchgezogene Kurve die resultierenden Gewichtsänderungen der Probe wieder.
Durch Aufheizen auf 125 °C wird eine Abnahme des Gewichts von etwa 1,7 mg entsprechend etwa 11,5% gemessen. Nach 50 Minuten ist dieser Prozess beendet. Danach wird die Feuchtigkeit schrittweise erhöht. Die erste kleine Stufe in der Gewichtskurve entspricht der Feuchtigkeitszunahme bei 5 % RH. Jede weitere Gewichtsstufe bis zum Zeitpunkt 800 Minuten ist Folge einer weiteren Erhöhung der relativen Luftfeuchtigkeit im Probenraum. Bei 50 % RH ist das ursprüngliche Gewicht der Probe erreicht, d. h. die Rehydratisierung abgeschlossen. Jede weitere Zunahme des Probengewichts entspricht nun der Aufnahme von freiem Wasser, d. h. der Adsorption von Feuchtigkeit an der Oberfläche. Wird die relative Luftfeuchtigkeit darauf wieder verringert, so nimmt auch das Gewicht wieder stufenweise ab. Das dabei erreichte Gewicht entspricht jeweils dem bei gleicher RH erreichtem während der Phase von steigender RH. Man erkennt die jeweils sehr kleinen Gewichtsverluststufen und die dabei exzellente Stabilität des Waagensignals.
Wie zu sehen war, kann die Trocknung, Adsorption von gebundenem und freiem Wasser und die Desorption von freiem Wasser an einem pharmazeutischen Wirkstoff wie Amilorid Hydrochlorid Dihydrat gemessen werden. Dank geheizter Transferleitung und externem Feuchtesensor wurden definierte Feuchtebedingungen im Probenraum des TGA-Gerätes eingestellt. Zusammen mit der TGA-Waage, die sich durch hohe Empfindlichkeit und Stabilität auszeichnet, konnten auch kleine Gewichtsänderungsstufen aufgelöst werden. Damit steht mit dem Feuchtigkeits-TGA ein zuverlässiges und messempfindliches System zur Verfügung, um das Adsorptions- und Desorptionsverhalten verschiedenster Substanzen zu bestimmen.
Die Methode en detail
Zur Beurteilung der Trocknung oder Feuchteaufnahme respektive des Feuchtigkeitsgehaltes ist die TGA als quantitative Methode sehr gut geeignet. Zur Einstellung einer bestimmten Luftfeuchtigkeit in der Ofenatmosphäre wird ein Feuchtigkeitsgenerator mit einem entsprechenden Computerprogramm, um den Generator programmieren zu können, eine geheizte Transferleitung, um das Kondensieren des feuchten Luftstromes zu verhindern, ein Interface am TGA-Gerät und ggf. ein externer Feuchtigkeitssensor benötigt. Ein modifiziertes TGA-Gerät eignet sich in besonderem Maße zur Messung dynamischer Wasserdampf-Sorptionsvorgänge. Mit einem solchen Gerät kann die Massenänderung einer Pulverprobe in Abhängigkeit der relativen Luftfeuchtigkeit und der Zeit gemessen werden. Für den Bau des DVS-Gerätes wurde eine TGA/DSC 1 von Mettler Toledo gewählt, weil sich diese Ausführung wegen des großen, einfach zu wechselnden Gasauslasses besonders gut für die Modifikationen eignet. An diesen Gasauslass wurde ein Wasserdampfgenerator, bestückt mit einem Feuchtesensor, angeschlossen. Der Sensor reicht bis ins Innere des Ofenkörpers und liegt nahe beim Tiegelträger mit der zu untersuchenden Probe. Die feuchte Luft wird vom Wasserdampfgenerator direkt in die Messzelle geleitet. Der Ofenkörper dient dabei als Klimakammer. Das Messsignal des Feuchtesensors wird in einen PC eingelesen und steuert den Wasserdampfgenerator so, dass definierte Feuchtestufen gefahren werden können.
Die befeuchtete Luft muss bei dieser Art von Feuchtigkeitssorptionsmessung ohne Kondensation, also ohne Abkühlung, eingeblasen werden, und die Abluft soll ohne Kondensation für spätere Analysezwecke definiert aus der Zelle strömen. Um diese Anforderungen zu erfüllen, wurde ein temperierbarer Ofendeckel aus rostfreiem Stahl mit O-Ring-Dichtung gebaut. Ein Thermostat reguliert die Temperatur um ca. 5 °C höher als die für das TGA-Experiment benötigte Temperatur. Ein weiterer Thermostat hält das Waagengehäuse auf 22 °C. Zum Schutz der Mikrowaage vor Feuchte wird ein niedriger Fluss trockenen Waagenschutzgases verwendet. Der Wasserdampfgenerator wurde eigens für die DVS-Modifikation entwickelt. Seine wichtigsten Bestandteile sind die Kontrolleinheit und der Dampfgenerator mit seiner Befeuchtungs- und Mischeinheit. Das Einlassgas (N2) wird in zwei Fraktionen aufgeteilt und die gewünschte relative Luftfeuchtigkeit durch gezieltes Mischen eingestellt.
Halle A2, Stand 105/204
cav 407
Live auf der Analytica
Auf der diesjährigen Analytica stellt Mettler die Produktreihe Excellence für die Thermische Analyse vor (Bild 1). Die TGA/DSC 1-Technologie steigert die Produktivität um 50 % durch gleichzeitige Bestimmung von Massenverlusten und thermischen Effekten bei einer Auflösung im Sub-Mikrogramm-Bereich. Die Messzellen DSC 1 und TGA/DSC 1 sind modular aufgebaut, sodass für jede Anwendung maßgeschneiderte Lösungen realisiert werden können. Bei dem TGA/DSC 1-Modul können, je nach Messanforderung, drei, bei dem DSC-1-System zwei unterschiedliche Sensoren gewählt werden. Dank mehrerer Thermoelemente wird ein größeres Rohsignal gemessen, was das Signal-zu-Rauschen-Verhältnis deutlich verbessert. Verlässliche, zeitsparende Automatisierung garantiert zudem ein automatischer Probenwechsler für 34 Proben.
Weitere Informationen zur Baureihe Excellence
Analytica 2008
Links zum Thema Thermoanalyse
Unsere Webinar-Empfehlung

Die Websession „Wasserstoff in der Chemie – Anlagen, Komponenten, Dienstleistungen“ (hier als Webcast abrufbar) zeigt technische Lösungen auf, die die Herstellung und Handhabung von Wasserstoff in der chemischen Industrie sicher machen und wirtschaftlich gestalten.
Ob effizienter…
Teilen:







