

Mit jährlich 11 Mrd. kWh gehört die SKW Stickstoffwerke Piesteritz GmbH in Sachsen-Anhalt zu den größten Erdgasverbrauchern in Deutschland. Lieferant dieser Erdgasmengen ist seit 1991 die ostdeutsche VNG – Verbundnetz Gas Aktiengesellschaft, Leipzig. Als überregionale, importierende Ferngasgesellschaft ist sie seit vielen Jahren erfolgreich als Gaslieferant und Energiedienstleister tätig. Die jährlich für die Belieferung ihrer Kunden benötigten Erdgasmengen in Höhe von etwa 150 Mrd. kWh bezieht die VNG aus Russland, Norwegen und Deutschland.
Dr. Stephan Krein, Hans-Joachim Wachsmuth
Bereits 1915 wurde in Piesteritz die erste Chemieanlage errichtet. In den 30er Jahren baute man jene Karbid-Großöfen, die später in den Buna-Werken eingesetzt wurden. Die Phosphorchemie, die Produktion von Salpetersäure und insbesondere die von Ammoniak erhielten dadurch wichtige Impulse. 1973 begann mit dem Einsatz des umweltschonenden Erdgases für die Ammoniakproduktion eine neue Ära. Die SKW Piesteritz ist über Straße, Schiene und einen eigenen Elbe-Hafen optimal ins Verkehrsnetz eingebunden. Täglich füllt die SKW-Produktion an Ammoniak, Salpetersäure, Harnstoff und Ammonnitrat-Harnstofflösung etwa 710 Eisenbahnwaggons und 40 Lkw. Das Werksareal umfasst 221 Hektar. Ein 40 Kilometer umfassendes Werksschienennetz verbindet die einzelnen Bereiche untereinander (Abb. 1).
Ein dramatischer Preisverfall für Harnstoff und Ammoniak durch ein weltweites Überangebot speziell von osteuropäischem Billig-Dünger zwang die SKW Piesteritz zu neuen Wegen. Heute konzentrieren sich die ca. 600 SKW-Spezialisten auf eine erweiterte Angebotspalette von Agro- und Industriechemiespezialitäten. Betrug der Spezialitätenanteil 1998 noch fünf Prozent des Umsatzes, lag er 1999 bei zehn Prozent und soll in den kommenden fünf Jahren auf 50% steigen. Allein ca. 70 Mitarbeiter arbeiten in der Forschung und Entwicklung, Anwendungstechnik und Analytik.
Umfangreiche Investitionen
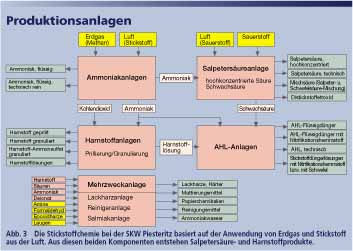
Seit ihrer Gründung investierte die SKW ca. 200 Mio. DM. 1995 nahm sie eine Anlage zur Granulierung von Harnstoff in Betrieb, eine zweite folgte Ende 1998 (Abb. 2). Ebenfalls seit Ende 1998 liefert eine zweite Salpetersäure-Anlage den Ausgangsstoff für die Flüssigdünger-Anlagen. Zusätzliche Verfahrensstufen ermöglichen die Herstellung von hochreinem Harnstoff in Lebensmittelqualität. Außerdem wurde die Palette der Polymerisations- und Kondensationsprodukte um weitere drei Produktgruppen erweitert, die als Zulieferer für die Lack-, Papier- bzw. Textilindustrie erforderlich sind (Abb. 3).
Weltweit hohe Wachstumsraten
Erdgas ist weltweit der Energieträger mit den höchsten Wachstumsraten. So stieg der Weltenergieverbrauch zwischen 1990 und 1998 um 8%, der Erdgasverbrauch dagegen um 11%. Weltweit werden durch Erdgas ca. 24% des Primärenergieverbrauchs gedeckt. In Europa stieg der Energieverbrauch seit 1990 um 3%, der Erdgasanteil am Primärenergieverbrauch erreicht hier 21%. In Deutschland ist der Energieverbrauch seit Mitte der 90er Jahre etwa konstant. 1998 wurden 4% weniger Energie verbraucht als noch 1990. Erdgas hat einen Anteil am Primärenergieverbrauch von knapp 21%.
In Ostdeutschland haben sich seit 1990 Primärenergieverbrauch und Primärenergiestruktur gravierend verändert. Der Primärenergieverbrauch sank von 1990 bis 1995 um 36%. Bei den Energieträgern dominierte 1990 die Braunkohle mit rund 69%. Erdgas spielte mit 8,5% eine untergeordnete Rolle. Bis 1995 ging der Braunkohleanteil auf 38% zurück, der Anteil von Erdgas stieg auf über 22%. Der Erdgasverbrauch in Ostdeutschland hat sich zwischen 1990 und 1998 nahezu verdoppelt. Er stieg in diesem Zeitraum von 88 auf rund 176 Mrd. kWh.
Erdgasqualitäten
Charakteristisch für den europäischen Erdgasmarkt ist die Tatsache, dass aufgrund der Belieferung des EU-Markts aus unterschiedlichen Erdgasquellen die Erdgasqualität uneinheitlich ist. Im Wesentlichen kommen zwei Erdgasqualitäten auf dem europäischen Markt vor: Erdgas mit hohem Brennwert (Erdgas H), die vorherrschende Erdgasqualität im EU-Netz, und Erdgas mit niedrigem Brennwert (Erdgas L), das hauptsächlich aus den Niederlanden und aus Deutschland stammt. Insbesondere in der Gruppe der Erdgase mit hohem Brennwert bestehen außerdem gewisse Unterschiede in der chemischen Zusammensetzung und damit auch im Brennwert. Ohne Anpassungsmaßnahmen sind die Erdgasqualitäten nicht beliebig austauschbar. In Ländern, in denen sowohl Erdgas L als auch Erdgas H ins Netz eingespeist wird, werden die beiden Erdgasqualitäten in gesonderten Leitungen verteilt, um einen sicheren und effizienten Betrieb zu gewährleisten. Normalerweise sind die Anlagen für einen bestimmten Bereich von Erdgasqualitäten ausgelegt und zugelassen. Festgelegt werden die Erdgasqualitäten mit Hilfe des sogenannten Wobbeindex. Der Wobbeindex bezeichnet das Verhältnis Gas/Luft und die Brenneigenschaften in Form der Wärmelieferung an den Brenner. Der Wobbeindexbereich ist von Land zu Land unterschiedlich. Zur Einstellung der vom Kunden gewünschten Erdgasqualität bestehen verschiedene Möglichkeiten. Durch eine entsprechende Gasaufbereitung oder Mischungszusammensetzung oder durch Zumischung von Stickstoff zu Erdgas H sind Umwandlungen möglich zwischen verschiedenen Qualitäten von Erdgas der Gruppe H oder von Erdgas mit hohem Brennwert zu Erdgas mit niedrigem Brennwert. Nicht möglich ist dagegen, Erdgas der Gruppe L in Erdgas mit hohem Brennwert umzuwandeln. Dies erklärt, weshalb Gas mit niedrigem Brennwert und Gas mit hohem Brennwert in gesonderten Netzen transportiert werden.
Erdgas im Produktionsprozess
Ein Beispiel für den Einsatz von Erdgas im Produktionsprozess ist die Ammoniak-Synthese bei der SKW Piesteritz. Die dortigen Ammoniakanlagen können jeweils 1650 t/d wasserfreien, flüssigen Ammoniak herstellen. Die Rohstoffbasis bilden Erdgas, Luft und Wasser. Daraus entsteht im Verlauf des Prozesses ein Synthesegas mit einem N2/H2-Verhältnis von ca. 1:3, das zu Ammoniak synthetisiert wird. Bezogen auf die oben genannte Leistung der Anlage benötigt die Stoffumwandlung 41 000 Nm3/h Erdgas, 96 t/h Dampf und 58 300 Nm3/h Luft. Als Endprodukt kommt flüssiger Ammoniak entweder mit 15 °C und 22 bar (warm) oder mit -33,5 °C und drucklos (kalt) aus dem Produktionsprozess.
Das gesamte für den Prozess erforderliche Erdgas liefert die VNG in H-Gas-Qualität mit einem Druck von ca. 40 bar über ihr Hochdrucknetz bis zur Übernahmestation der SKW in Piesteritz. Entsprechend den hohen Anforderungen an Erdgas als Rohstoff kontrolliert bzw. regelt sie dabei laufend Gasqualität und -menge. Von der Station Piesteritz an übernimmt die SKW die weitere Konditionierung des Gases.
Ammoniaksynthese
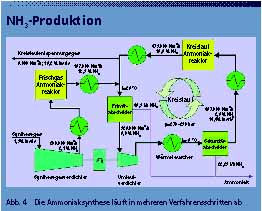
Der Prozess der Ammoniaksynthese läuft in mehreren Verfahrensschritten ab (Abb. 4). In Abscheidern lagern sich noch im Erdgas enthaltene Verunreinigungen wie Staub und Flüssigkeiten ab. Das aus der Reinigung mit niedrigem Druck einströmende Erdgas erfährt dann eine Verdichtung auf ca. 39 bar. Zur Umwandlung der im Erdgas in Spuren enthaltenen organischen Schwefelverbindungen wird das Gas in Wärmeübertragern auf ca. 390 °C erhitzt und in einem Reaktor über einen Katalysator geleitet. Dabei spalten sich alle Schwefelverbindungen in Schwefelwasserstoff und Kohlenwasserstoff. Anschließend chemisorbiert Zinkoxid den entstandenen Schwefelwasserstoff in drei Reaktoren bei ca. 370 °C und 38 bar.
Die im Erdgas enthaltenen Kohlenwasserstoffe (vorwiegend Methan) wandeln sich mit Dampf bei ca. 850 °C und 33 bar im Primärreformer zu Rohsynthesegas um. Dieser Primärreformer besteht aus 504 senkrecht angeordneten Rohren, die mit einem Katalysator gefüllt sind und mit 260 Gasbrennern beheizt werden.
Das restliche Methan wird unter Luftzufuhr im katalysatorgefüllten Sekundärreformer bei ca. 1000 °C und 31 bar weiter umgewandelt. Hier reagiert der Sauerstoffgehalt der Luft mit Kohlenmonoxid und Wasserstoff aus dem Rohsynthesegas. Der Stickstoff der Luft dient als Stickstoffquelle für die Ammoniaksynthese.
Beim nachfolgenden Abkühlen des Synthesegases in Abhitzekesseln wird Hochdruckdampf erzeugt. Das Gas gelangt dann zum Hochtemperatur-CO-Konverter. Darin strömt das Gas über einen Katalysator, wo sich ein Teil des Kohlenmonoxids mit Wasserdampf bei ca. 360 °C zu CO2 und H2 umwandelt.
Hat sich das Gas bis auf ca. 210 °C abgekühlt, wird das restliche Kohlenmonoxid in zwei in Reihe geschalteten, katalysatorgefüllten Tieftemperatur-CO-Konvertern in gleicher Weise umgesetzt. Inzwischen auf 82 °C heruntergekühlt, wird aus dem Synthesegas im zweistufigen Benfield-Verfahren das CO2 entfernt: In zwei parallelgeschalteten Absorbern kommt das Gas bei einem Druck von ca. 29 bar mit Benfield-Lauge (ca. 30% K2CO3, 3% Diethanolamin) in Kontakt, wobei die Lauge das CO2 bindet. Anschließend wird das CO2 in zwei parallelgeschalteten Desorbern wieder entfernt und die Lauge regeneriert.
Nach Vorwärmen des Synthesegases durch Wärmeübertrager auf 290 °C durchläuft das Gas im Methanisator eine Feinreinigung. Am Katalysator hydrieren die Reste von CO und CO2 zu Methan. Nach erneuter Abkühlung des Synthesegases in drei Stufen auf ca. 40 °C gelangt es in den Synthesegasverdichter. Hier wird das Gas in vier Stufen von ca. 25,5 bar auf einen Synthesedruck bis zu 320 bar komprimiert. Zwischen den einzelnen Stufen kühlen Wärmeübertrager das Gas und Kondensat scheidet sich ab. In einer integrierten Kreislaufstufe wird zusätzlich auch das bei der Ammoniaksynthese nicht vollständig umgesetzte Restgas umgewälzt.
Das den Synthesegasverdichter verlassende Gas wird nun zu Ammoniak synthetisiert. Durch mehrere Wärmeübertrager aufgeheizt setzt es sich erstmals im Frischgas-Ammoniakreaktor katalytisch zu Ammoniak um. Am Ausgang des Frischgasreaktors beträgt die Temperatur ca. 430 °C bei einem maximalen NH3-Gehalt von etwa 23%. Dieses Gas wird auf ca. 50 °C abgekühlt und in die Syntheseschleife eingespeist.
Hier mischt es sich mit dem ammoniakhaltigen, abgekühlten Kreislauf-Synthesegas aus dem Ammoniak-Hauptreaktor. In diesem katalysatorgefüllten Reaktor wird der noch nicht umgesetzte Anteil von N2 und H2 weiter zu Ammoniak synthetisiert. Da auch diese Reaktion nicht vollständig erfolgt, wird das Synthesegas im Kreislauf geführt. In einem System von Wärmeübertragern und Abscheidern kondensiert Ammoniak aus dem Frischgasreaktor und dem Hauptreaktor aus, scheidet sich ab und wird aus dem Kreislauf entfernt.
Der aus den beiden Ammoniakabscheidern abgezogene flüssige Ammoniak wird zuerst auf einen Druck von ca. 40 bar und danach auf einen Druck von ca. 22 bar entspannt und dabei entgast. Mit diesem Druck und einer Temperatur von ca. 15 °C gelangt warmer Ammoniak in das Ammoniak-Werksnetz und weiter zu den Verbrauchern oder wird in Speicher eingelagert. An die Abscheider schließt sich der Kältekreislauf an. Hier entspannt und kühlt Ammoniak in drei Stufen weiter ab auf schließlich 0,014 bar und -33,5 °C. Der dabei anfallende Ammoniak kühlt die Synthesegase im Ammoniakprozess. Anfallende Ammoniakdämpfe werden im Kältekompressor verdichtet, mit Wasser gekühlt und dabei verflüssigt und dem Kältekreislauf wieder zugeführt. Aus dem letzten Abscheider des Kältekreislaufes kann Ammoniak mit -33,5 °C über eine Pumpe in das Tanklager abgeführt werden.
Um die Ammoniaksynthese möglichst wirtschaftlich ablaufen zu lassen, wird ein Teil des Kreislaufgases entspannt und in einer Wasserstoffrückgewinnungsanlage (nur in Anlage 1) in eine Wasserstofffraktion und eine Restgasfraktion getrennt. Die Wasserstofffraktion gelangt erneut in den Ammoniakprozess, die Restgasfraktion wird dem Heizgas des Primärreformers zugemischt. Die Wasserstoffrückgewinnungsanlage besteht aus einem System von Wäschern, Wärmeübertragern, Abscheidern und Gegenstromkühlern und nutzt das Druckniveau des Kreislaufentspannungsgases aus, um durch Drosselentspannung das Gas auf -193 °C abzukühlen. Bei dieser Temperatur werden die Gaskomponenten Argon, Methan und Stickstoff flüssig und können vom gasförmig bleibenden Wasserstoff getrennt werden.
Wasserstoffreiches Prozessgas
Wasserstoffreiches Prozessgas aus Erdgas hat auch für die VNG eine Bedeutung, wenngleich in wesentlich kleinerem Maßstab, und zwar für die Brennstoffzellen-Technologie: Brennstoffzellen-Anlagen zum Versorgen kleinerer Wohneinheiten erzeugen Elektrizität und Wärme größtenteils direkt über einen chemischen Prozess. Dafür benötigen sie Wasserstoff. Dieser wird in einem Konverter aus Erdgas erzeugt. Den Prototyp einer solchen Brennstoffzellen-Energieanlage setzte die VNG erstmals 1999 in ihrem Erdgashaus in Machern bei Leipzig ein.
E cav 200
Unsere Whitepaper-Empfehlung

Solida-Darreichungsformen: Vorteile und Grenzen verschiedener Batch-Granulier-Verfahren auf einen Blick. Treffen Sie mit dieser Entscheidungshilfe die richtige Wahl für Ihre Zielstellung.
Teilen:







