



Aufgrund steigender Nachfrage nach granulierten Waschmitteln investierte ein Hersteller einer Vormischung von granulierten Komponenten in eine Neuordnung seines Mischbetriebs. Nach einer grundlegenden Analyse der verfahrenstechnischen Anforderungen und der Raumsituation sowie Versuchen im Technikum fiel die Entscheidung zu Gunsten eines Gericke-Konzeptes mit verfahrbarem Behälter und stationärem Mischer.
Dr.-Ing. Matthias Kruse
Moderne Kompaktwaschmittel bestehen aus Mischungen verschiedener Komponenten, die jede für sich ganz spezielle Aufgaben beim Waschprozess übernehmen. Seit mehreren Jahren hat sich der Trend zu extrudierten und mit Hilfe sogenannter Verrunder in Kugelform gebrachter Waschmittel durchgesetzt. Die Vorteile dieser granulierten Produkte sind beispielsweise eine hohe Eigendichte bis zu 1,4 kg/l mit einem besonders hohen Anteil an Tensiden. Dies bewirkt eine Reduzierung der Waschmittelmenge pro Waschgang und damit auch der Packungsgrößen. Durch die nahezu kugelige Form mit einem mittleren Durchmesser von ca. 1 mm ergeben sich sehr gute Fließeigenschaften und eine geringe Neigung zur Entmischung. Darüber hinaus besitzen sie ein gutes Löseverhalten im Lösemittel und ermöglichen ein besseres Handling aufgrund des geringen Staubanteils.
Mittlerweile werden auch bei anderen Produkten Granulate bevorzugt, beispielsweise bei Instantgetränken wie Kakao, Kaffee oder Tee sowie bei vielen Produkten in der Chemie.
Ausgangssituation
Ein führender Hersteller einer der Komponenten von Kompaktwaschmitteln stand vor der Situation, aufgrund der stetig gestiegenen Nachfrage seine Produktionskapazität auszubauen und dabei einen wesentlichen Schritt hin zu einem modernen Produktionsbetrieb zu tun. Insbesondere ging es dabei darum, die interne Logistik effizienter zu gestalten und den Produktionsprozess nahezu vollständig zu automatisieren.
Bezeichnend für die alte Anlage war eine Unterbrechung der automatischen Produktion durch eine Zwischenabfüllung in Big Bags nach einer Siebstrecke am Ende der eigentlichen Granulatproduktionslinie. Dieser manuelle Eingriff war notwendig, da schonende Verfahren zur Förderung der Granulate vom Erdgeschoss in das dritte Geschoss zur Weiterverarbeitung im Mischprozess zum Zeitpunkt der Installation nicht verfügbar bzw. aufgrund der Gebäudesituation nicht möglich waren. Die Big Bags wurden daher per Hubwagen und Fahrstuhl nach oben befördert und dann manuell in einen Konusmischer entleert. Diese Art des Mischverfahrens ist im Vergleich zum heutigen Stand der Misch-technik durch eine lange Mischzeit und eine hohe mechanische Beanspruchung des Mischgutes gekennzeichnet, was insbesondere für die Granulate von Nachteil ist. Auf dieser Basis wurden die Ziele für die Neuinvestition wie folgt formuliert:
• Leistungssteigerung des Mischbetriebs auf max. 8000 kg/h
• Abfüllung der Mischungen in Big Bags mit 800 bis 1000 kg Inhalt
• alternativ eichgenaue Abfüllung in Fässer mit 50 bis 60 kg Inhalt
• Einsatz produktschonender Förder-/Dosier- und Mischtechniken, letztere mit kurzen Mischzeiten
• weitgehend automatischer Betrieb mit Anlagenvisualisierung und Anbindung an vorhandene Systeme
• zur Reduzierung von Schnittstellen bei der Abwicklung möglichst komplette Verantwortung bei einem Lieferanten, von der Planung über die Lieferung der mechanischen und elektrischen Komponenten bis zur Montage und Inbetriebnahme
Aufgrund mangelnder Platzverhältnisse wurde auch in eine Erweiterung des Produktionsgebäudes investiert.
Zwischenlagerung in Silos
In der neuen Anlage werden die vier verschiedenen Granulattypen jetzt pneumatisch direkt in die 12 Aluminiumsilos mit je 20 m³ Volumen gefördert (Abb.1). Die Silofüllstände werden kontinuierlich mit Hilfe neuester Messtechnik überwacht. Die Analyse der Fließfähigkeit ergab, dass die Granulate frei fließen, wodurch auf eine Austragshilfe am Silokonus verzichtet werden konnte. Die Konusneigung wurde optimiert, um einerseits den Materialfluss sicherzustellen, andererseits jedoch unter der gegebenen Hallenhöhe und -grundfläche das maximale Silovolumen zu erzielen.
Besonderer Wert wurde auf die Aspiration der Silos gelegt. Um den in der pneumatischen Förderung erzeugten Staubanteil möglichst von den Granulaten fernzuhalten, wurden die Filter nicht auf die Silos sondern separat platziert. Insgesamt wurden vier Aspirationslinien installiert. Dadurch lassen sich die Stäube der vier Granulattypen getrennt abscheiden und der Produktion wieder zuführen. Jede der Aspirationslinien wurde mit einem Hauptfilter und einem nachgeschalteten zweiten Sicherheitsfilter ausgestattet, um eine optimale Staubabscheidung zu erreichen.
Unterhalb der Silos wurden nach der Analyse der Rezepte und der geforderten Wiegegenauigkeiten vier Behälterwaagen konzipiert. Zur produktschonenden Dosierung in die Behälterwaagen werden Vibrationsdosierrohre eingesetzt, die im Grob- und Feinstrom betrieben werden. Spezielle Verschlussteller verhindern ein Nachrieseln von Produkten in die Waage am Ende des Dosierprozesses. Sie verschließen den Auslauf des Dosierrohrs, ohne die Granulate übermäßig durch Quetschen zu beanspruchen.
Zentrales Logistikelement
Für die Förderung der verwogenen Chargen von den Behälterwaagen zum Mischer wurde ein flexibles Fördersystem gesucht, das das Produkt schont, einen staubfreien Betrieb ermöglicht, eine Restentleerung gewährleistet und leicht zu reinigen ist. Unter den gegebenen Voraussetzungen wurden drei Konzepte für die Beschickung des Mischers aus den 12 Silos betrachtet:
• direkte Dosierung in den Mischer, der dazu auf Messdosen montiert wird und verfahrbar sein muss
• Dosierung in eine verfahrbare Behälterwaage, die dann in den Mischer entleert
• verfahrbarer Behälter mit stationären Behälterwaagen und stationärem Mischer
Die ersten beiden Konzepte hätten zwar Höhenvorteile gebracht, doch wurden diese aufgrund mangelnder Wiegegenauigkeit bei Kleinkomponenten und Zeitnachteilen – während der Fahrbewegung kann nicht die nächste Charge verwogen bzw. gemischt werden – nicht realisiert. Zudem wäre im Fall des verfahrbaren Mischers die Verfahrvorrichtung wesentlich aufwendiger geworden. Darüber hinaus wird eine Verwiegeeinrichtung durch die Bewegung und das Starten und Stoppen der Transporteinheit verschiedenen Kräften (u.a. Querkräfte) ausgesetzt, was nicht von Vorteil für die Lebensdauer und Genauigkeit ist.
Es wurde daher das von Gericke vorgeschlagene Konzept mit einem motorisch verfahrbaren Behälter in Verbindung mit stationären Waagen und Mischer realisiert. Je nach Rezept werden ein bis vier Behälterwaagen punktgenau angefahren und angedockt, wodurch eine staubfreie Übergabe der Charge in Verbindung mit der Absaugung an den Wägestationen gewährleistet wird. Nach Einsammeln der Produkte von den Waagen fährt der Behälter zum GMS-Mischer, wo er nach der Freigabe in den Mischer entleert. Der Fahrweg beträgt max. 16 m, das Nutzvolumen des Fahrbehälters 1600 l. Maximal wird mit diesem System eine Masse von 1800 kg mit Geschwindigkeiten von 0,5 bis 1 m/s bewegt.
Die Trennung der Verfahrensschritte Dosieren/Verwiegen, Fördern und Mischen bietet die optimale Ausnutzung der Anlage. So kann bereits die nächste Charge gleich nach der Übergabe an den verfahrbaren Behälter verwogen werden, während der Behälter zur nächsten Station oder direkt zum Mischer unterwegs ist (Abb. 2). Parallel zur Chargendosierung und zur Bewegung des Fahrbehälters wird die vorangegangene Charge im GMSH 2000 gemischt.
Mischprozess im GMS-Mischer
Der Mehrstromfluidmischer GMSH 2000 (Abb. 3), das Herzstück der Anlage, bietet eine niedrige Bauhöhe bei vorgegebenem Nutzvolumen, kurze Mischzeiten, hohe Mischgüte, integrierte Reinigungsdüsen für Restentleerung und eine hygienische Ausführung. In umfangreichen Versuchen im Gericke-Technikum wurde die Eignung des GMS-Mischers für die Mischaufgabe untersucht. Um eine optimale Restentleerung zu erreichen, wurde der Mischer mit großen Auslaufklappen und zusätzlichen Leerblasdüsen ausgestattet. Zur Vermeidung von Explosionsrisiken werden die Umfangsgeschwindigkeiten beider Mischerwellen beim Befüll- und Entleervorgang mittels Frequenzumrichter kleiner 1 m/s betrieben. Die Zeit für Befüllen, Mischen und Entleeren beträgt mit weniger als drei Minuten nur rund ein Zehntel von der des ersetzten Konusmischers. Diese kurze Mischzeit in Verbindung mit dem oben beschriebenen Logistikkonzept führt zu einer hohen Anlagenleistung.
Produktentstaubungund Abfüllung
Die Produkte gelangen nach dem Mischer in einen Nachbehälter, aus dem sie dann über eine Entstaubungsrinne der Abfüllanlage zugeführt werden. Die Entstaubung wurde integriert, da die Granulate auf ihrem Weg von der Herstellung bis zur Abfüllung einer geringen, jedoch aber unvermeidbaren Beanspruchung unterliegen. In einer kombinierten Förder- und Entstaubungsrinne werden die Granulate quer zur Hauptströmungsrichtung mit Luft durchströmt. Durch diesen Sichtprozess werden freier Staub und Granulate getrennt. Der Staub wird über die Aspiration der zentralen Filterstation für die Mischstäube zugeführt.
Auch bei der Abfüllstation wurden verschiedene Konzepte betrachtet. Die Höhensituation und der geringe Platzbedarf im Erdgeschoss machten die Installation einer kombinierten Big Bag- und Fassabfüllung erforderlich.
Im Fall der Big Bag-Abfüllung wird der komplette Mischerinhalt in den Big Bag entleert und nach Ende der Befüllung der Ist-Wert der Bodenwaage registriert. Der Big Bag wird dazu in das Gestell eingehängt. Er liegt dabei auf der Palette auf, die auf der Bodenwaage steht. Mit Hilfe einer Blähmanschette am Befüllstutzen wird der Einlauf des Big Bags staubfrei angeschlossen, zur Absaugung wird der Anschluss an die Aspiration vorgenommen (Abb. 4).
Zum Wechsel auf die Fassbefüllung wird der Befüllstutzen mit der integrierten Blähmanschette weggeschwenkt. Anschließend wird der Fahrwagen mit der darauf kompletten Einheit, bestehend aus Vorbehälter mit Füllmelder, Dosierkonus und Rollenbahn, auf die Bodenwaage, deren Messbereich umgestellt wird, geschoben. Der elektrische Anschluss erfolgt über Steckverbindungen, der Anschluss an die Aspiration manuell. Die leeren Fässer werden über eine zweite angetriebene Rollenbahn zugeführt, auf der vier Fässer bereitgestellt werden können. Die vollen Fässer werden nach dem Abfüllvorgang auf eine weitere Rollenbahn geschoben. An deren Ende werden sie dann manuell verschlossen und abtransportiert. Die Anlage lässt sich innerhalb kurzer Zeit von den Big Bags auf Fässer und umgekehrt umrüsten. Die Fässer mit einem Inhalt von 50 bis 60 kg werden eichgenau abgefüllt, die Leistung der Anlage beträgt 20 Fässer pro Stunde.
Anlagensteuerung, Rezeptverwaltung und Visualisierung
Bei der Konzeption der Steuerung der Anlage wurden verschiedene Randbedingungen berücksichtigt. Der Leitrechner für die Misch- und Abfüllanlage ist dezentral platziert, die Kommunikation mit dem übergeordneten Prozessleitsystem PCS7 in der Leitwarte erfolgt über ein Ethernet-TCP/IP-Protokoll. Über diese Verbindung werden Anlagenbetriebsstände an das PLS gemeldet. Dies sind insbesondere die Silofüllstände und die Freigabe für die Befüllung eines Silos.
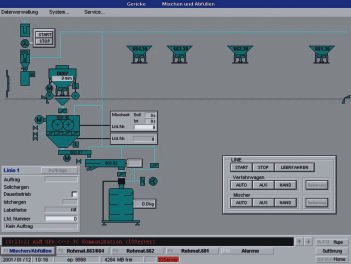
Der Siloinhalt wird nach der Befüllung einer Produktanalyse unterzogen. Die Freigabe eines Silos für die Einbindung in ein Mischrezept erfolgt erst nach der Eingabe der Analysedaten in einen weiteren Laborrechner, der ebenfalls über ein Ethernet-TCP/IP-Protokoll mit dem lokalen Leitrechner verbunden ist. Die Analysenwerte werden dann für die Berechnung der Mengen pro Produkt an die Rezepturverwaltung übergeben. Die Visualisierung der Anlage wurde mit Twincon NT realisiert (Abb. 5). Neben der Darstellung der Anlagenbetriebszustände bietet die Software umfangreiche Tools für die Bearbeitung der Mischaufträge mit Rezeptgenerator, den Ausdruck der Schicht- und Verwiegeprotokolle sowie den Labelausdruck für Big Bags und Fässer. Darüber hinaus gibt es Features für die Rohmaterialverwaltung und -bilanzierung, das Qualitätsmanagement sowie Chargenverfolgung und -verwaltung, eine Umstellung von Automatik- auf Handbetrieb und eine Alarmverwaltung.
Nach einer Analyse der Kosten für die elektrische Verdrahtung der Geräte im Feld (Füllstandsmelder, Messdosen, Endschalter etc.) wurde eine Lösung mit dezentralen ET200-Baugruppen gewählt, die über eine Profibus-DP-Verbindung an die CPU315-2DP der S7-300 SPS angeschlossen sind. In den dezentralen Klemmenkästen sind auch die Siwarex-M-Wägeprozessoren untergebracht, um möglichst kurze Signalwege zu erhalten.
Halle 7, Stand 422
E cav 226
Unsere Webinar-Empfehlung

Die Websession „Wasserstoff in der Chemie – Anlagen, Komponenten, Dienstleistungen“ (hier als Webcast abrufbar) zeigt technische Lösungen auf, die die Herstellung und Handhabung von Wasserstoff in der chemischen Industrie sicher machen und wirtschaftlich gestalten.
Ob effizienter…
Teilen:







