


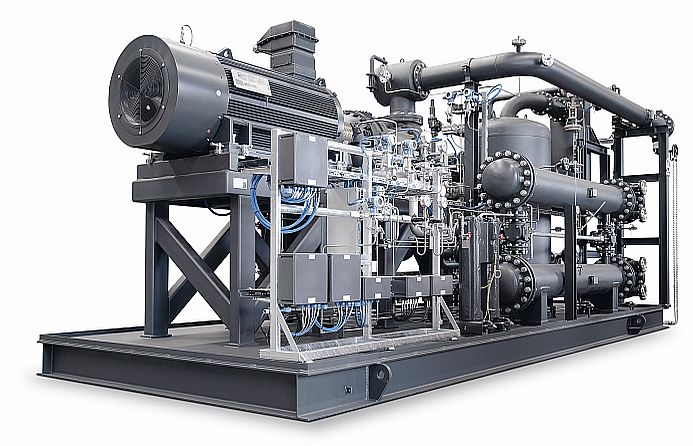
Die Winzergenossenschaft Thüngersheim produziert jährlich etwa 2 Mio. l Wein. Dazu benötigt man Druckluft unterschiedlicher Qualität. Diese wird seit Oktober 2001 mit zwei Schraubenkompressoren L 30-10 mit Öleinspritzkühlung erzeugt. Die beiden Anlagen – sie gehören zur bewährten L-Baureiehe von CompAir – sind in einer zentralen Druckluftstation untergebracht.
Die Winzergenossenschaft Thüngersheim liefert edle Qualitätsweine wie Riesling, Silvaner, Scheurebe, Spätburgunder, Müller-Thurgau, Bacchus, Kerner, die bei Weinkennern sehr beliebt sind. Thüngersheim, mit einer Rebfläche von 250 Hektar die größte Weinbaugemeinde im Landkreis Würzburg, wird gerne der „Feinkostladen Frankens“ genannt. Die stark qualitätsorientierte Arbeit der 1930 gegründeten Winzergenossenschaft wurde bereits mit einer Vielzahl von Preisen gewürdigt.
Moderne Weinfabrik
Selbstverständlich sind die alten Handwerksmethoden längst modernster Technik gewichen. Wenn man heute die Produktionsräume der Winzergenossenschaft Thüngersheim betritt, steht man in einer voll durchrationalisierten und weitgehend vollautomatisierten Weinfabrik. Jährlich produziert sie ca. 2 Mio. l Wein. „Zur Produktion des Weines brauchen wir nicht unerhebliche Mengen Druckluft. Zum einen steuern wir damit sämtliche Maschinen. Zum anderen brauchen wir besonders viel Druckluft zum Auspressen der Maische“, betont Norbert Gerhard, Kellermeister und Techniker für Weinbau und Kellerwirtschaft. Weinanbau ist auch in Thüngersheim Saisonarbeit. Parallel zum Arbeitsanfall entwickelt sich auch der Bedarf an Druckluft. Am größten ist er jedes Jahr über einen Zeitraum von ca. vier Wochen im Oktober. Denn dann muss die Maische nochmals mit Hilfe von Druckluft ausgepresst werden. In der übrigen Zeit ist der Druckluft-Bedarf deutlich niedriger. Dann wird Druckluft u.a. nur noch für die Filtration im Keller oder für die Abfüll- und Etikettieranlagen benötigt.
Mit Öleinspritzkühlung
Die Winzergenossenschaft Thüngersheim erzeugt ihre Druckluft seit Oktober 2001 mit zwei CompAir-Schraubenkompressoren mit Öleinspritzkühlung und mit fester Drehzahl in einer zentralen Druckluftstation. Die zwei Anlagen L 30–10 aus der L-Baureihe (Leistungsbandbreite 0,5 bis 43,6 m³/min, Antriebsleistungen 4 bis 250 kW) liefern jeweils 4,34 m³/min Druckluft bei einem Höchstdruck von 10 bar. Sie haben zwei ca. 25 Jahre alte ölgeschmierte Kolbenverdichter ersetzt, bei denen altersbedingt täglich mit einem Totalausfall gerechnet werden musste.
Die Winzergenossenschaft Thüngersheim hat aus gutem Grund zwei Verdichter angeschafft. Im Oktober, während der Hauptarbeitszeit, wird die Gesamtliefermenge beider Verdichter – insgesamt 8,7 m³ pro Minute mit Höchstdruck 10 bar – benötigt, weil dann die Maische-Pressen in Betrieb sind. Die insgesamt fünf Pressen haben ein Gesamtvolumen von 60 000 l. Bei einem Höchstdruck von 2,0 bar wird deshalb unter Abzug der ausgepressten Tresterreste ein Druckluftvolumen von ca. 100 000 l benötigt. Die erforderliche Druckluft wird in einem Vorratsbehälter mit einem Volumen 10 m³ mit 10 bar Höchstdruck gespeichert und anschließend auf den für den Pressvorgang erforderlichen Druck – von 0,1 bar ansteigend auf 2,0 bar – reduziert.
„Bei der Festlegung der Kompressor-Leistungen sind wir von den Leistungen unserer alten Station ausgegangen. Bei einer zusätzlichen 30%igen Druckluft-Reserve ergab sich als optimale Gesamtleistung für unsere neue Druckluft-Station ein Wert von ca. 9,0 m³/min. Wir haben deshalb zwei Verdichter mit einer Leistung von je 4,34 m³/min installiert. Rein rechnerisch hätten wir auch einen einzigen entsprechend größeren Verdichter mit einer Gesamtliefermenge von ca. 8,5 m³/min kaufen können. Im Störungsfall wären wir dann aber völlig ohne Druckluft gewesen. Bei zwei Verdichtern bleibt uns bei einem Ausfall eines Verdichters immer noch eine ausreichende Restkapazität, mit der wir kurzfristig weiterarbeiten können“, kommentiert Norbert Gerhard diese Entscheidung.
Dieses Szenario gilt aber nur im Oktober. Dann laufen beide Verdichter rund um die Uhr. Während der übrigen Monate des Jahres ist ein Kompressor mit einer Liefermenge von 4,34 m³/min völlig ausreichend. Es gibt aber noch einen weiteren – energiewirtschaftlichen – Aspekt für die Aufteilung der benötigten Spitzenleistung auf zwei kleinere Verdichter: Eine große Anlage mit einer Liefermenge von etwa 8,5 m³/min würde die Druckluft deutlich unwirtschaftlicher erzeugen, weil sie durch die geringere Zahl der zulässigen Schaltspiele deutlich unflexibler an den Bedarf angepasst werden kann und deshalb mit einem wesentlich höheren Leerlaufanteil arbeiten würde als zwei nur halb so große Verdichter. Denn ein Schraubenverdichter benötigt im Leerlauf noch immer ca. 30% der elektrischen Energie gegenüber dem Lastlauf, obwohl er keine Druckluft erzeugt. Beide Verdichter werden für eine gleichmäßige Auslastung ganzjährig über eine automatische Grundlast-Wechselschaltung mit 24-Stunden-Wechsel gefahren.
Teilstromaufbereitung nach Maß
Besonderen Wert hat man bei der Winzergenossenschaft Thüngersheim auf eine sorgfältige, anwendungsbezogene und deshalb maßgeschneiderte Aufbereitung der Druckluft gelegt. Sie wird in drei Qualitätsstufen für die Verbraucher bereitgestellt: Die von den Maischepressen benötigte Druckluft – etwa 90% der im Oktober erzeugten Gesamtmenge – wird ohne Aufbereitung zur Verfügung gestellt. Die restlichen ca. 10% werden ganzjährig über einen Kältetrockner aufbereitet und überwiegend als getrocknete Steuerluft genutzt. Ein kleiner Teilstrom wird ganzjährig zusätzlich über einen Aktivkohlefilter absolut ölfrei aufbereitet, weil er beispielsweise zum Entleeren von Behältern benötigt wird.
Für den Maischepressvorgang verfügt die Winzergenossenschaft Thüngersheim über fünf Pressen mit einem Behälter-Volumen zwischen 4 und 25 m³. Zunächst wird der liegende Pressenbehälter zu 100% mit Maische gefüllt. Eine Membrane über der Maische teilt den Behälter in einen Maische- und einen Druckluftbereich. Dann strömt Druckluft oberhalb der Membrane mit ganz langsam ansteigendem Druck in den Behälter. Das Volumen des Druckluftbereichs vergrößert sich kontinuierlich, wodurch sich das Volumen des Maischebereichs während des Pressvorgangs um 70 bis 80% verringert. Für eine schonende Durchführung dieses Pressvorganges wird die Maische zu Beginn des Prozesses nur mit dem minimalen Druck von 0,1 bar beaufschlagt. Innerhalb des gesamten Pressvorgangs wird dieser Druck kontinuierlich auf 2,0 bar angehoben. Danach wird die ausgepresste Maische aus dem Behälter entleert, und der Vorgang beginnt mit einer neuen Maischefüllung. Ein Pressvorgang dauert einschließlich Befüllen und Leeren des Behälters ca. 4 h.
Beim Pressvorgang hat die Druckluft mit der zu behandelnden Maische keinen direkten Kontakt, weil die Membrane beide Bereiche hermetisch voneinander trennt. Deshalb ist Druckluft mit einem Restölgehalt von maximal 2 bis 4 mg/m³, wie sie von den zwei CompAir-Schraubenkompressoren mit Öleinspritzkühlung geliefert wird, hier völlig ausreichend.
Allerdings kommt die Druckluft in einigen anderen Bereichen direkt mit Wein oder Most in Berührung. So werden zum Beispiel Behälter mit Druckluft entleert. Dazu Kellermeister Gerhard: „Der hierfür benötigte kleine Teilstrom wird zusätzlich durch Aktivkohlefilter absolut ölfrei aufbereitet. Diese Filter werden von uns sehr sorgfältig überwacht und regelmäßig ausgetauscht.“
Die in der Kompressorstation benötigte Zuluft tritt über Maueröffnungen mit Filtertaschen von außen in die Station ein. Im Winter können diese Eintrittsöffnungen zur Vermeidung von Minusgraden in der Station verschlossen werden. Die warme Abluft jedes CompAir-Verdichters tritt über ein direkt an die Gehäuse angeschlossenes Kanalsystem im Sommer nach draußen. Im Winter wird sie in Abhängigkeit von der Außentemperatur gezielt in die Station zurückgeführt, wo sie als Mischluft für optimale Raumtemperaturen garantiert.
Integrierte Sensorsteuerung
Die bisher installierten zwei CompAir-Verdichter werden über die integrierte Sensorsteuerung Delcos 3000 mit maximaler Sicherheit gefahren. Sie bietet standardmäßig eine minimale Schaltdifferenz von 0,2 bar. Durch dieses extrem kleine Druckband werden kostenintensive Höherverdichtungen vermieden. Außerdem bietet die Steuerung die permanente Überwachung durch dreifache Motorabsicherung, schaltbaren Fern- bzw. Vorortbetrieb, Negativschaltung (Überwachung bei Kabelbruch) und Kurzschluss- bzw. Leitungsbruchüberwachung, selbsttestende Elektronik für jeden Anlauf, zuschaltbaren automatischen Wiederanlauf nach kurzzeitigem Spannungsabfall, Überwachung des Maximaldruckes, Kaltstartabsicherung, Not-Aus-Taster und vieles mehr. Die Betriebsparameter können über ein bedienerfreundliches Menü mit Klartext-Anzeige in Landessprache fehlerfrei eingegeben werden. Über ein Störungsmenü können alle Meldungen aus dem Störspeicher abgerufen werden, so dass schnelle Abhilfe durch gezielte Fehlersuche möglich ist.
Mit der Grundlastwechselfunktion kann die Delcos 3000 die Steuerung von bis zu vier zusätzlichen Anlagen übernehmen. Die Steuerung wird dabei über einen gemeinsamen Drucksensor vorgenommen. Die Vorteile des Sensorbetriebes lassen sich damit selbst dann auf alle angeschlossenen Anlagen übertragen, wenn sie mit einer konventionellen Druckschaltersteuerung ausgerüstet sind. Dadurch können auch für Altanlagen in bestehenden Druckluft-Stationen Schaltdifferenzen von nur 0,2 bar erzielt werden. Zudem sorgt der programmierbare Grundlastwechsel für eine gleichmäßige Auslastung und Schonung der Anlagen.
dei 401
Unsere Whitepaper-Empfehlung
Neuen, klimafreundliche Wasserstoffwirtschaft
Teilen:







