
Die Produktmengen großer Lebensmittelerzeuger wie Bahlsen, Kamps oder Nestlé kann niemand manuell schneiden, hier ist Automatisierungstechnik gefordert. Das Unternehmen Döinghaus erarbeitete sich einen guten Namen auf dem Gebiet der Bäckerei-Schneidemaschinen, in denen hygienegerechte Servoantriebe und Steuerelektronik von SEW-Eurodrive für präzisen Vorschub und exakte Positionierung sorgen.
Gunthart Mau
Die Döinghaus cutting and more GmbH & Co. KG aus Delbrück entwickelt und fertigt Anlagen zum automatischen Schneiden von Gebäck, Kuchen und Torten. Individuelle Maschinenbaulösungen und Flexibilität gegenüber den Wünschen der Kunden kennzeichnen das Unternehmen aus. Im September 2009 bezog es seine neuem Geschäfts- und Betriebsräume in Salzkotten bei Paderborn.
Seit Anfang der 1990er-Jahre baut der Mittelständler Sondermaschinen. Er beschäftigt heute etwa 30 Mitarbeiter. Waren anfangs regionale Firmen die Auftraggeber, so liefert Döinghaus heute an bekannte Lebensmittelerzeuger wie Bahlsen, COOP, Kamps oder Nestlé. Hinzu kommen Exporte nach Asien und Nahost.
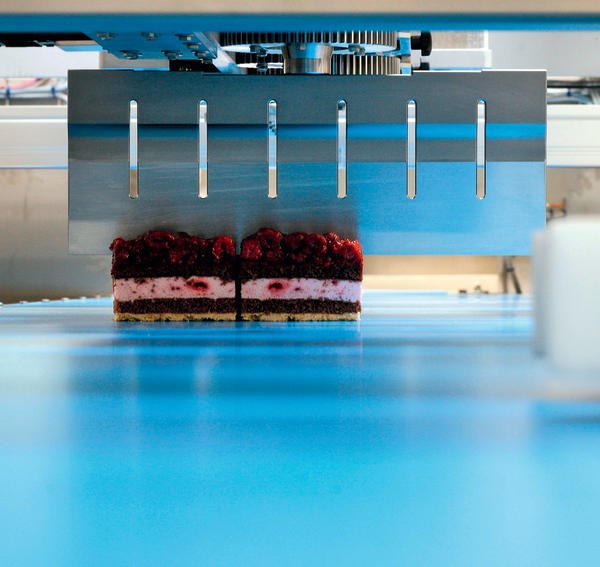
Die genannten Großunternehmen backen täglich tausende Torten und Kuchen. Das automatisierte Schneiden dieser Backwaren erfolgt mit Hilfe von Ultraschall. Hierbei kommt ein Schneidverfahren von Herrmann Ultraschalltechnik aus Karlsbad (Region Karlsruhe) zum Einsatz. Die Schneidklinge aus einer Titan-Legierung wird zu Schwingungen im µm-Bereich angeregt. Dadurch gibt es keine Produktanhaftung und das Ergebnis ist ein glatter Schnitt. Zudem tritt durch die Vibration ein Selbstreinigungseffekt auf. Die Schwingungen erfolgen im Frequenzbereich zwischen 20 und 40 kHz. An der Messerspitze entsteht eine voreilende Schwingungsglocke. Sie sorgt für die Durchtrennung der Backwaren. Die Schnittqualität hängt von der Konsistenz der Backware ab. Daher muss die genaue Klingengeometrie gemeinsam mit Kunden ausprobiert werden.
Neben der Schneidtechnik tragen weitere Zulieferer zum Erfolg der Kuchenschneidemaschinen bei. Bei den Komponenten zur Antriebsautomatisierung – dazu zählen Getriebeservomotoren, Umrichter, Steuerung – vertraut Döinghaus seit etwa 10 Jahren auf Produkte von SEW-Eurodrive.
Auf einem Förderband werden die Backwaren angeliefert und müssen zunächst auf Abstand positioniert und zentriert werden. Hierbei kommen Kleinförderbänder zum Einsatz, die jeweils durch einen Drehstrommotor mit einem dreistufigen Stirnradgetriebe RF17 über Zahnriemen angetrieben werden. Die Ansteuerung jedes Motors erfolgt durch je einen Frequenzumrichter Movitrac B. Optional kann am Eingang der Maschine ein Metalldetektor eingesetzt werden. Er schützt Technik und Konsumenten vor eventuell vorhandenen metallischen Fremdkörpern.
Ein Handlingsportal übernimmt die folgenden Bearbeitungsschritte Zentrieren und Schneiden. Aufgrund der geforderten Dynamik wurden für alle Bewegungsvorgänge Servomotoren als Antrieb eingesetzt. Über eine Spindel treibt ein Servomotor zwei Schlitten auf einer Linearachse an, die spiegelbildlich zueinander verfahren. An den Schlitten sind zwei Schieber mit lebensmittelgerechten Kunststoff-Formen angebracht. Sie bilden – in dieser Applikation – gemeinsam den Umriss einer Torte und zentrieren die Backware. Als Antrieb kommt ein Servomotor mit dem spielarmen Servo-Planetengetriebe PSC zum Einsatz. Es handelt sich hierbei nicht nur um eine hochpräzise und dynamische, sondern auch um eine kostenoptimierte Antriebslösung.
Beengte Platzverhältnisse
Die Querachse wird durch einen Servomotor mit Kegelradgetriebe BSHF angetrieben. Bei beengten Platzverhältnissen – wie in dieser Anwendung – kommen rechtwinklige Antriebe zum Einsatz. Mit den SEW-Servowinkelgetrieben BSHF können auch Servoanwendungen „um die Ecke“ angetrieben werden. Die Verzahnung der zweistufigen BSHF-Kegelradgetriebe läuft über die gesamte Lebensdauer verschleißfrei. Die Kegelradendstufe sowie die schrägverzahnte Antriebsstufe sind durch spielarmes Laufverhalten und besonders geringe Geräuschentwicklung gekennzeichnet. Auch die Längsachse wird durch einen Motor mit dem Servowinkelgetriebe angetrieben.
Der Hubantrieb erfolgt über eine mechanische Kurvenscheibe, die eine dynamische Bewegung im Schneidprozess ermöglicht. Für die Hubachse kommt das extrem verdreh- und kippsteife Planetenservogetriebe PSBF zum Einsatz, das hohe Querkräfte aufnehmen kann.
Eine besondere technische Herausforderung war das sogenannte fliegende Messer, das bei durchlaufendem Betrieb zum Einsatz kommt. Fliegende Bearbeitungsvorgänge sind dadurch gekennzeichnet, dass das Material während der Bearbeitung nicht gestoppt werden muss. Beim fliegenden Messer wird ein Schlitten – in diesem Fall der Messerträger – auf die Materialgeschwindigkeit synchronisiert: Das Messer bewegt sich im Schnittbereich mit der gleichen Geschwindigkeit wie die Warenbahn. Diese Funktion wird bei verschiedenen Bearbeitungsgängen eingesetzt, in dieser Anwendung für das Schneiden während des Durchlaufs.
Nach dem Schneiden werden die Messer in einer Reinigungsstation – je nach Schnittgut unterschiedlich intensiv – gesäubert: bei Butterkuchen weniger, bei Sahneschnitten mehr. Das kann im Schneidprogramm entsprechend hinterlegt werden. Die Reinigung erfolgt mithilfe von Wasserdüsen. Durch die Vibration der Messer erzeugt das Wasser auf der Messeroberfläche eine kleine Gischt, die anhaftende Krümel, Sahne und sonstige Produktreste abträgt.
Intelligenter Antriebsumrichter
Die Steuerung der Servogetriebemotoren erfolgt mit dem intelligenten Antriebsumrichter Movidrive B. Er beinhaltet serienmäßig die intelligente Positionier- und Ablaufsteuerung IPOSplus, die mehrere Anwenderprogramme bzw. Tasks parallel und unabhängig voneinander ausführen kann. Bei den Kuchenschneideanlagen kommen fertige Positionierungsmodule zum Einsatz. Mit IPOSplus hat man die Möglichkeit, über Kommunikationsbefehle alle internen Umrichterparameter zu lesen und zu schreiben. Mit der im Umrichter integrierten Positionierung und Ablaufsteuerung kann die übergeordnete SPS in vielen Fällen erheblich entlastet, ggf. sogar ersetzt werden. Für die Kommunikation mit anderen Anlagenkomponenten beinhaltet Iposplus umfangreiche Möglichkeiten, darunter eine Anbindung zum S-Bus (SEW-Systembus) sowie die PC-Schnittstellen RS485 und RS232. Optional gibt es Feldbus-Schnittstellen. Auf der beschriebenen Anlage wird ein Profibus-Gateway verwendet.
Halle 4, Stand 320
Online-Info www.dei.de/1109434
Unsere Webinar-Empfehlung

Die Websession „Wasserstoff in der Chemie – Anlagen, Komponenten, Dienstleistungen“ (hier als Webcast abrufbar) zeigt technische Lösungen auf, die die Herstellung und Handhabung von Wasserstoff in der chemischen Industrie sicher machen und wirtschaftlich gestalten.
Ob effizienter…
Teilen:







