


Als er sich auf die Suche nach einer energieeffizienten Vakuumversorgung für fünf Schnittkäse-Verpackungslinien machte, stieß Thomas Müller-Siepelmeyer bei seinen Recherchen auf Atlas Copco. Er ist IT-Standortadministrator, Projektleiter und Assistent des Energiebeauftragten bei der DMK Deutsches Milchkontor GmbH in Altentreptow. Dort betreibt das Unternehmen seit 1995 eine ihrer Käsereien. Das Tochterunternehmen Euro Cheese schneidet die fertig gereiften Käselaibe auf, verpackt die Scheiben luftdicht in Hartfolie und macht die Packungen zuletzt versandfertig. Hierfür benötigt der Käseproduzent mehrere getrennte Vakuumnetze.
Mit einem Hilfsvakuum von rund 250 mbar absolut wird die Verpackungsfolie in Form gebracht. Diese kommt auf der Rolle nach Altentreptow und durchläuft dann einen thermischen Umformprozess, an dessen Ende Hartboxen der gewünschten Größe stehen. In einem zweistufigen Prozess werden die Verpackungen dann zunächst auf 65 mbar absolut und nachfolgend auf einen Enddruck von 3 mbar absolut evakuiert und die Käsescheiben auf diese Weise haltbar gemacht.
Einsparpotenziale aufgedeckt
Dass dieser Verpackungsprozess überdurchschnittlich viel Energie beanspruchte, fand das Team um Müller-Siepelmeyer heraus, als es die entsprechende Prozesskennzahl genauer unter die Lupe nahm. „Neun Kilowattstunden pro produzierte Tonne erschienen uns sehr hoch, ebenso der Gesamtverbrauch von monatlich 40 000 Kilowattstunden. Wir sind dann schnell zu der Überzeugung gelangt, dass die Vakuumversorgung nicht mehr dem aktuellen Stand der Technik entspricht“, erklärt der Projektleiter.
Durch eine Recherche entdeckte Müller-Siepelmeyer die drehzahlgeregelten Schraubenvakuumpumpen aus der GHS-VSD+-Reihe von Atlas Copco. Nach einem Beratungsgespräch beschloss man wenig später den provisorischen Einbau einer GHS-Testpumpe ins Hilfsvakuumnetz.
Das Ergebnis des Testbetriebs hat die Verantwortlichen der Käserei überzeugt. „Bereits zu diesem Zeitpunkt hat sich angedeutet, dass wir mit einer Amortisationszeit von unter drei Jahren rechnen können“, erklärt Müller-Siepelmeyer. Darüber hinaus habe die Testpumpe sehr geholfen, eine Aussage über den benötigten Saugvolumenstrom zu machen und anschließend die neue Station zu planen.
Umbau bei laufender Produktion
Die Vakuumstation wurde in zwei Schritten bei laufender Produktion umgebaut. Zunächst modernisierte das Projektteam die Hilfsvakuumversorgung und brachte die Belüftung in der Station auf den neuesten Stand. „Durch den Austausch von sechs alten Drehschieberpumpen gegen drei drehzahlgeregelte GHS-730-VSD+-Schraubenvakuumpumpen mit einem Saugvolumenstrom von je 730 m3/h konnten wir Platz für die neue Station schaffen“, sagt Müller-Siepelmeyer.
Inzwischen reichen sogar zwei der neuen Pumpen für die Erzeugung des benötigten Saugvolumenstroms im Hilfsvakuum, denn parallel zum Umbau der Station wurde der Druck von unter 100 mbar absolut auf 250 mbar absolut heraufgesetzt. Durch diese Druckerhöhung ist der benötigte Saugvolumenstrom von 1350 auf 40 m3/h gesunken. „Heute erzeugen wir das Hilfsvakuum praktisch mit einer halben Schraube“, freut sich Müller-Siepelmeyer. „Die andere GHS-Pumpe steht als Redundanz zur Verfügung.“
Die dritte GHS-730-VSD+-Einheit aus dem ersten Sanierungsabschnitt arbeitet inzwischen mit zwei weiteren Pumpen des gleichen Typs im Vorvakuum. Zwei Schraubenvakuumpumpen sind jeweils dauerhaft in Betrieb und werden in Spitzenlastzeiten von einer der Bestandspumpen ergänzt. Die dritte Schraubenvakuumpumpe steht als Redundanz zur Verfügung. Die GHS-Pumpen erzeugen einen Druck von 105 mbar absolut. Zwei parallel geschaltete Wälzkolbenvakuumpumpen aus dem Bestand reduzieren den Druck dann sollwertgeführt auf etwa 65 mbar absolut. Zwei weitere in Reihe geschaltete Wälzkolbenvakuumpumpen liefern schließlich den benötigten Verpackungsenddruck von rund 3 mbar absolut.
Der Massestrom ist dabei immer konstant, aber der Volumenstrom ändert sich und wird mit dem zunehmenden Druck zwischen Fein- und Vorvakuum kleiner. Der Saugvolumenstrom im Vorvakuum liegt heute im Schnitt bei 1300 m3/h bei einem Druck von 105 mbar absolut. Die alte Vakuumstation erzeugte im Vorvakuum einen Saugvolumenstrom von 1800 m3/h bei etwa 80 mbar absolut.
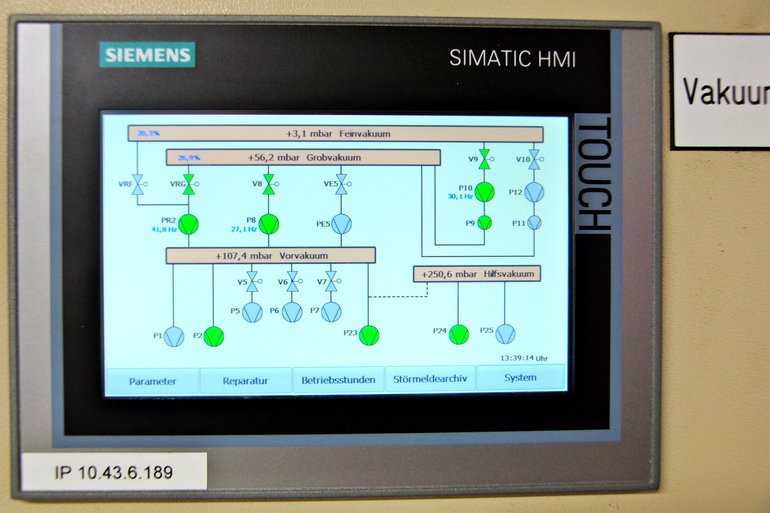
Alle Verbrauchsdaten im Blick
Die GHS-Vakuumpumpen besitzen eine integrierte Steuerung, die eine autarke Arbeitsweise erlaubt. Das Zusammenspiel der Pumpen im Hilfs- und Vorvakuum wird jeweils von einer ES6V-Steuerung von Atlas Copco koordiniert. Auf diese Weise ist sichergestellt, dass die Maschinen immer an ihrem optimalen Betriebspunkt laufen. Die beiden ES6V-Steuerungen sind wiederum in eine übergeordnete Steuerung eingebunden, über die sich unter anderem die gesamte Vakuumzentrale visualisieren lässt. Eventuelle Störungen werden automatisch an das Betriebsleitsystem gemeldet. „Für unser Energiemanagement haben wir die Zustände der Anlage und die jeweiligen Drücke außerdem in unser Energieportal eingebunden und ermitteln darüber wöchentlich die Verbräuche“, sagt Müller-Siepelmeyer. Mit der Installation der neuen Vakuumanlage ist der Stromverbrauch von monatlich 40 000 auf unter 13 000 kWh deutlich gesunken. Die Leistungsaufnahme der Pumpen ging von rund 78 auf etwa 27 kW zurück. „Wir sparen also etwa 60 % Energie“, erklärt Müller-Siepelmeyer. Daran beteiligt sei auch die Anpassung der Drücke: „Es hat sich herausgestellt, dass beim Hilfsvakuum der Druck auf mehr als das Doppelte erhöht werden konnte beziehungsweise ein schwächeres Vakuum genügt,“ fügt er hinzu.
Suchwort: dei0618atlascopco
Halle 9, Stand B33
Autorin Stephanie Banse
Freie Journalistin








