Auf der Grundlage einer Verfahrensanalyse hat die Molkerei Hüttenthal den Prozessablauf ihrer Abwasservorbehandlung optimiert. Die geänderte Verfahrensführung stabilisierte den Betrieb, die Reinigungsleistung der Kläranlage verbesserte sich wesentlich. Neben der Entlastung der Umwelt wurde auch eine deutliche Reduktion des Betriebsaufwands erzielt.
Dipl.-Ing. Erwin König
Abwasser entsprechend den kommunalen und wasserrechtlichen Vorgaben wirtschaftlich abzuleiten und zu entsorgen ist für die Lebensmittelindustrie unabdingbar. Hierfür sind die Abwasserverhältnisse regelmäßig zu überprüfen, bei Bedarf zu erneuern und an geänderte Anforderungen anzupassen. Bei bestehenden betrieblichen Kläranlagen gilt es, mit der vorhandenen Anlagentechnik und den betrieblichen Einflüssen auf die Abwasserqualität die Betriebskosten der Abwasseranlage bei ausreichend hoher Prozessstabilität zu minimieren. Auf die Lösung dieser Aufgabenstellung hat sich das Ingenieurbüro Abwasser König spezialisiert.
Präzise Verfahrensanalyse
Der erste Schritt der Optimierung ist die Bestandsaufnahme und Verfahrensanalyse. Dabei setzt Abwasser König folgende Schwerpunkte:
- Abklärung der kommunalen und wasserrechtlichen Rahmenbedingungen
- Überprüfung der innerbetrieblichen Produktionsverhältnisse
- Auswertung aller verfügbaren Betriebsergebnisse der Kläranlage
- Überprüfung der Anlagenauslegung und der Bemessungsparameter
- Erfassung der aktuellen Verfahrensführung der Abwasseranlagen
- Prüfung aller installierten Anlagenteile auf Funktion und Eignung
- Ermittlung der Steuerungs- und Regelungsparameter der Kläranlage
- Soll-/Ist-Vergleich der ermittelten Daten
Das Vorgehen lässt sich anhand der Optimierung der SBR-Anlage der Molkerei Hüttenthal, erläutern. Die Molkerei fertigt Odenwälder Milch- und Käsespezialitäten für Feinschmecker nach dem Leitbild: „Traditionelle handwerkliche Verarbeitung von frischer Kuh- und Ziegenmilch zu gesunden, ursprünglichen und unverwechselbaren Milch- und Käsespezialitäten mit herkunftsbezogener Identität.“
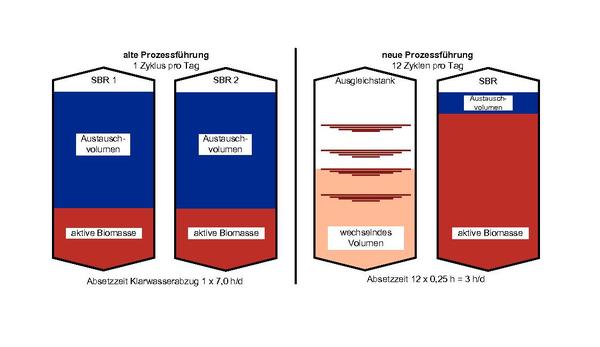
Das Produktionsabwasser der Molkerei wird in die kommunale Kläranlage der Gemeinde Mossautal eingeleitet. Wegen der kleinen Ausbaugröße der kommunalen Kläranlage ist die Molkerei verpflichtet, das anfallende Abwasser bis auf die Qualität von häuslichem Abwasser vorzubehandeln. Hierfür wurde 1992 eine SBR-Anlage nach dem System Schwander mit dem Hauptziel der Abwasserneutralisation installiert. Diese Anlage wurde 2001 für eine Abwassermenge von 40 bis 50 m3/d bei einer Zulaufkonzentration von bis zu 5000 mg CSB/l erweitert. Mit der Anlage sollten Ablaufwerte unter 600 mg CSB/l und ein pH-Wert im Bereich von 6,5 bis 9,0 eingehalten werden. Nach der Erweiterung bestand die Anlage aus einem Zulaufpumpwerk, zwei parallelen Reaktoren mit je 50 m3 Volumen und einem Schlammtank mit 20 m3. Die beiden Reaktoren wurden parallel beschickt und mit jeweils einem Zyklus pro Tag betrieben. Das während des Produktionstages anfallende Abwasser wurde direkt in die Reaktoren gepumpt und belüftet. Nach Ende der Produktion wurde der biologische Hauptabbau gestartet. In der Nacht folgten die Absetzphase und der Klarwasserabzug, sodass am nächsten Tag wieder eine ausreichende Aufnahmekapazität im Bereich von 50 m3 zur Verfügung stand. Der Überschussschlammabzug erfolgte manuell.
Dieser Prozessablauf führte zu einem instabilen Betrieb und Problemen bei der Einhaltung der zulässigen CSB-Konzentrationen. Insbesondere traten relativ häufig Bläh- und Schwimmschlamm auf. Die Folge waren Probleme mit dem Kläranlagenbetreiber und die tägliche Überwachung der Einleitung auf Kosten der Molkerei.
Die Verfahrensanalyse zeigte, dass aufgrund der kleinen kommunalen Kläranlage die Anforderungen der Gemeinde strikt einzuhalten waren. Der betriebliche Abwasseranfall kann mit der vorhandenen Reaktorkapazität behandelt werden. Die vorhandenen Probleme sind hauptsächlich durch die Verfahrensführung verursacht. Wegen des großen Austauschvolumens im Bereich von 50 m3 in Verbindung mit der Absetzgeschwindigkeit des Schlamms verbleibt nur eine geringe Menge an aktiver Biomasse im System. Diese wird wegen der direkten Beschickung ohne Vorneutralisation und Frachtausgleich hohen Spitzenbelastungen bezüglich des pH-Werts und der CSB-Fracht ausgesetzt und geschädigt.
In Verbindung mit dem großen Austauschvolumen waren auch die im unteren Drittel fest installierten Klarwasserabläufe nachteilig für den Prozess. Um die Klarphase abziehen zu können, muss sich der Schlamm bis unter die Klarwasserabzüge absetzen. Aufgrund der mit dem Absetzen verbundenen Aufkonzentrierung des Schlamms und der stetigen Verlangsamung des Absetzvorgangs verlängern sich die Absetzzeiten beträchtlich. Diese Zeiten können nicht für den biologischen Abbau genutzt werden. Der Belebtschlamm wird infolge langer nicht belüfteter Phasen geschädigt. Die installierten Tauchmotorbelüfter waren zeitweise nicht in der Lage, die Sauerstoffversorgung sicherzustellen. In Verbindung mit der geringen Säurekapazität des Abwassers stellte sich in den Reaktoren ein niedriger, die Flockenbildung störender pH-Wert ein. In den Sommermonaten bei hohen Temperaturen kam es zur Fäulnis des Schlamms im Schlammtank und zur Geruchsentwicklung. Zusätzlich wurde das Abziehen des Schlammwassers behindert. Dadurch fielen hohe Schlammmengen an.
Umstellung des Prozessablaufs
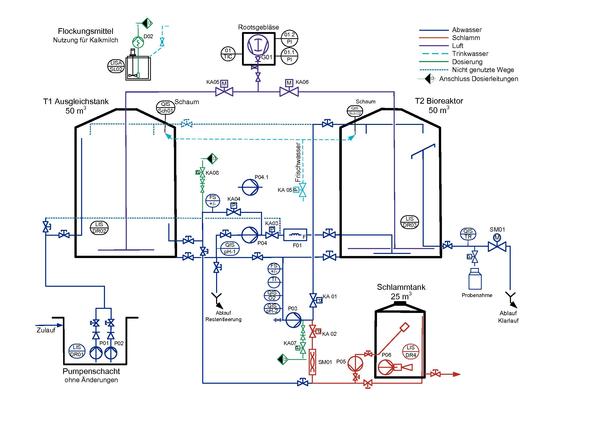
Aufgrund der Ergebnisse der Verfahrensanalyse wurde durch das Ingenieurbüro Abwasser König ein Optimierungsvorschlag mit verfahrenstechnischer Planung erarbeitet. Dieser beruhte im Wesentlichen auf einer Verfahrensumstellung des Klärprozesses. Zum Ausgleich der Abwassermengen und -frachten sowie zur Vorneutralisation des Abwassers sollte nach der Planung ein Reaktor zu einem belüfteten Misch- und Ausgleichstank umgestaltet werden. Dieser wiederum beschickt den weiter als Reaktor genutzten Tank.
Für den verbleibenden Reaktor sah die Planung die Ausrüstung mit einem feststehenden oben liegenden Klarwasserablauf und einer Zulaufverteilung am Reaktorboden vor. Die Anzahl der Zyklen wurde auf 12 pro Tag mit einer Dauer von jeweils zwei Stunden erhöht. Dadurch reduziert sich das Austauschvolumen von 50 m3 auf maximal 3,5 m3 pro Zyklus bzw. auf unter 10 % des effektiven Reaktorvolumens. Ein Zyklus setzt sich aus 15 Minuten Beschicken bei gleichzeitigem Klarwasserablauf, 90 Minuten Belüftung und 15 Minuten Absetzzeit zusammen. Der automatisierte Abzug des Überschussschlamms erfolgt jeweils zum Ende eines Zyklus.
Die vorgegebene Zyklenabfolge von zwei Stunden wird ständig beibehalten. Falls innerhalb des Beschickungszeitraums die 3,5 m3 Abwasser nicht erreicht werden, läuft der Zyklus automatisch mit einer geringeren Abwassermenge ab. Höhere Abwassermengen werden im Vorlagetank zwischengespeichert. Durch diese Maßnahmen konnte eine Erhöhung der aktiven Biomasse im System sowie eine gleichmäßige Beschickung des Reaktors erreicht werden.
Neben der Umstellung des Prozessablaufs sah die Planung die Ausrüstung der beiden Reaktoren mit einer Druckbelüftung mittels Drehkolbengebläse und Membranbelüfterkerzen vor. Hierdurch ist eine ausreichende Versorgung mit Sauerstoff sichergestellt. Um den pH-Wert zu stabilisieren, wird eine vorhandene Dosierstation für die Dosierung von Kalkmilch angepasst. Die geplante Ausrüstung des Schlammspeichers mit einer Nachbelüftung ermöglicht die bessere Stabilisierung des Schlamms. Der weitgehend automatisierte Betrieb ist durch die vorgesehene teilweise Erneuerung und Ergänzung der Messtechnik gewährleistet. Die vorhandene speicherprogrammierbare Steuerung wird erweitert und die komplette Bedienung auf ein 8“-Touchpanel umgestellt.
Das einfache Konzept der Verfahrensoptimierung sichert einen weitgehend automatisierten Betrieb der Anlage und die wesentliche Reduktion des Arbeits- und Überwachungsaufwands. Seit der Umstellung ist die Einhaltung der 600 mg CSB/l gewährleistet. Der Betreiber der kommunalen Kläranlage hat die täglichen Abwasserkontrollen eingestellt.
Online-Info www.dei.de/0311424
Teilen:







