
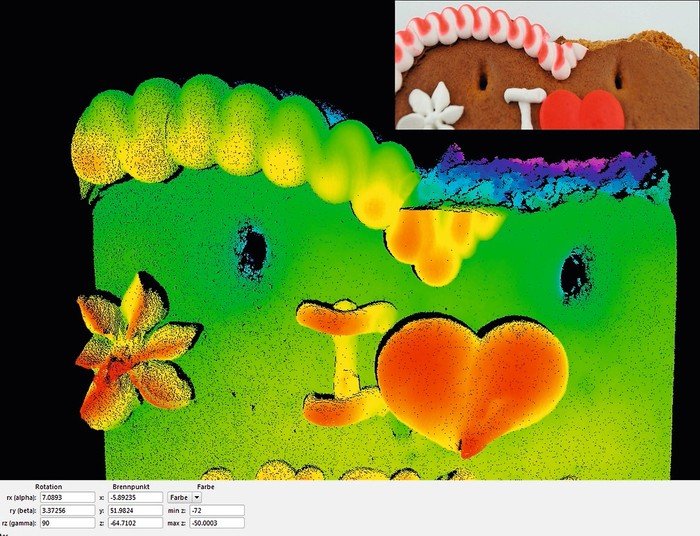
Jeder kennt die bunt verzierten Lebkuchenherzen, die man am Kirmesstand kaufen kann. Für ihre Produktion kommen in der Industrie mittlerweile moderne 3-D-Sensoren zum Einsatz, wie die kompakten Eyescan-AT-3-D-Sensoren von EVT. Sie lassen sich für eine Vielzahl von Aufgaben einsetzen, beispielsweise auch für das Verzieren und Kontrollieren von Lebkuchen.
Bei der Qualitätskontrolle in der Lebensmittelindustrie gewinnen 3-D-Sensoren zunehmend an Bedeutung. So können entsprechend ausgerüstete Industrieroboter unterschiedliche Bearbeitungsvorgänge weitgehend automatisch ausführen und z. B. Oberflächenbeschaffenheiten von Erzeugnissen feststellen oder Positionen von Objekten berechnen. Bei der 3-D-Bilderfassung kann man dabei grundlegend zwischen zwei unterschiedlichen 3-D-Verfahren unterscheiden: Zeitbasierte Verfahren (TOF Time-of-Flight) und Verfahren, die auf geometrischen, winkelbasierten Berechnungen beruhen (Lasertriangulation, Stereo-Vision, Streifenprojektion, Shape from Shading und Weißlichtinterferometrie). Dem Anwender stehen also verschiedene Messverfahren zur Verfügung, die sowohl Vorteile als auch Einschränkungen mit sich bringen und bei der Auswahl berücksichtigt werden müssen.
Ein Sensor für zwei Anwendungen
EVT hat von einem Backwarenhersteller den Auftrag bekommen, zwei unterschiedliche Aufgaben vorzugsweise mit nur einem Bildverarbeitungssystem zu lösen. Die erste Aufgabe bestand darin, einen Roboter zu führen, der Zuckergussverzierungen auf fertig gebackene Lebkuchen spritzt. Ziel war es, den Roboter dabei automatisch mithilfe eines 3-D-Sensors über dem Lebkuchen zu positionieren, eine Messung durchzuführen und anschließend den Rohling zu verzieren. Dazu war es wichtig, dass der Roboter nicht nur die genaue Position des Gebäcks ermittelt, sondern auch ein Höhenprofil (z-Achse), um die Verzierung korrekt auftragen zu können.
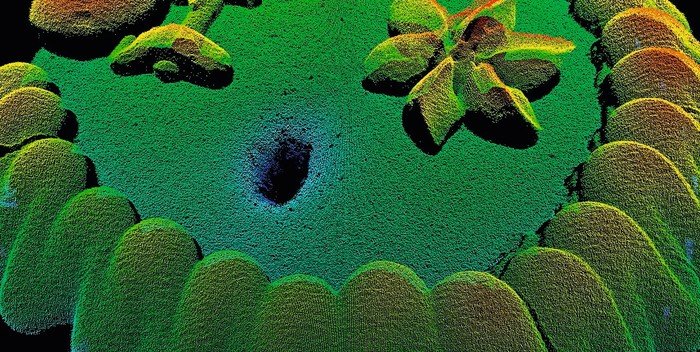
In der zweiten Aufgabe ging es darum, Defekte an Lebkuchen und anderen Plätzchen zu erkennen und fehlerhafte Produkte aus der Produktionslinie auszuschleusen. Bei der Produktion von Plätzchen und Gebäck können alle Arten von Löchern, Verschmutzungen und Ablagerungen, Walzenspuren und Krusten sowie Dellen und Risse entstehen. In diesen Fällen muss das Plätzchen dann aussortiert werden, da es so nicht zum Verkauf angeboten werden kann. Fehlerhafte Produkte werden von Konsumenten in vielen Fällen auch gleichzeitig mit Hygiene in Verbindung gebracht. Sie achten beim Kauf daher besonders auf absolut fehlerfreie Erzeugnisse.
Aufgrund der genannten Anforderungen fiel die Wahl für das Bildverarbeitungssystem auf den Lasertriangulationssensor Eyescan AT 3D von EVT. Mit ihm konnten beide Aufgaben gleichzeitig im laufenden Fertigungsprozess erfüllt werden. Da Lebkuchen nach dem Backprozess leichte Unebenheiten aufweisen, müssen diese für den folgenden Produktionsschritt von dem Sensor einzeln vermessen werden. Die Orientierungs- und Höheninformationen werden benötigt, damit der Roboter das Gebäck exakt verzieren kann und er die Masse auf den Lebkuchen keinen Millimeter zu hoch oder zu niedrig ansetzt. Anschließend werden diese Höheninformationen von dem Bildverarbeitungssystem für die Qualitätskontrolle weiter genutzt. Das optische Messsystem kann somit im laufenden Produktionsprozess die Oberflächenbeschaffenheit der Lebkuchen überprüfen und auswerten. Der Eyescan AT 3D wird mit der Auswertungssoftware Eyevision geliefert und überzeugt mit Genauigkeit, Messgeschwindigkeit und Flexibilität.
Das Lasertriangulationsverfahren
Durch den Einsatz des Lasertriangulationsverfahrens konnten im Anwendungsfall beide Aufgaben mit nur einem System gelöst werden. Bei diesem Verfahren werden die Prüfobjekte unter einem Laserstrahl durchgeführt, der die Prüflinge präzise abtastet. Eine Kamera, die in einem festgelegten Winkel zur Laserquelle montiert ist, zeichnet dabei die auf das Prüfobjekt projizierte Laserlinie auf. Je nach Geometrie des zu untersuchenden Objekts erfährt die Laserlinie eine Verformung. Der 3-D-Sensor erkennt diese, misst sie und erarbeitet aus den gesammelten Informationen ein Höhenprofil der Objektoberfläche. Ist die gesamte Oberfläche des Messobjekts von dem Laser abgetastet worden, generiert das Bildverarbeitungssystem daraus anschließend ein vollständig dreidimensionales Abbild des Objekts.
Die Höheninformationen werden in einer sogenannten Range Map oder einem 2,5-D-Bild als Grauwerte angezeigt. Der EyeScan AT 3D berechnet diese Informationen bereits intern und erzeugt daraus vollständige 3-D-Bilder, wodurch eine Verarbeitung auf einem Host-Rechner erspart bleibt. Diese Range Maps werden anschließend in 3-D-Punktewolken umgerechnet. Zuletzt folgt ein Ausgleich von Positions- und Rotationsabweichungen.
Zusätzlich nutzt der Eyescan AT die FPGA-Technologie (Field Programmable Gate Array). Mit ihrer Hilfe kann eine Profilgeschwindigkeit von bis zu 25 kHz erreicht werden. Und das unabhängig vom ausgewählten Algorithmus.
Problematische Abschattungen
Zur Führung des Roboters wird die 3-D-Ausrichtung des Messobjektes ermittelt und dessen geometrische Eigenschaften detektiert. Darüber hinaus werden Positionsabweichungen berechnet und die Korrekturdaten an das Robotersystem weitergegeben. Hier greift das Prinzip der Lasertriangulation. Zusammen mit der Information über die Distanz (z-Achse), berechnet die integrierte Eyevision-Software die Position der Messpunkte entlang der Laserlinie (x-Achse) und gibt beide Werte als 2-D-Koordinaten aus.
Eine Herausforderung beim Einsatz der Lasertriangulation waren die Störungen der Bildaufnahme durch Abschattungen. Wenn das zu erkennende Objekt durch höher gelagerte Objektmerkmale die Laserlinie unterbricht, sind keine zuverlässigen Höheninformationen mehr erhältlich. Gelöst wurde dieses Problem durch eine einfache Justierung der Anlage. Ansonsten wäre ein weiterer 3-D-Sensor notwendig gewesen. In Fällen von Abschattungen, ist es durchaus üblich, die Laserlinie von mehreren Kameras aus unterschiedlichen Winkeln zu betrachten. Die unterschiedlichen Datensätze werden dann zu einem Höhenprofilbild zusammengefasst.
Der Erfolg der 3-D-Messung hängt auch noch von zwei weiteren Faktoren ab: Einerseits wie viel Zeit für eine Messung zur Verfügung steht, andererseits, über welche Oberflächenbeschaffenheit das Messobjekt verfügt, da durch Mehrfachreflexionen Fehlstellen im Profil (der Kontur) entstehen können, ähnlich wie bei einer Abschattung.
www.prozesstechnik-online.deSuchwort: dei0915evt
Michael Beising
Geschäftsführer,EVT Eye Vision Technology
Teilen:







