


Die Bedeutung hochaktiver Wirkstoffe (High Potency Active Pharmaceutical Ingredients, HPAPI) für die pharmazeutische Industrie wächst. Das zeigen einerseits wirtschaftliche Prognosen: Marktforscher rechnen mit fast zweistelligen Wachstumsraten für HPAPIs pro Jahr bis 2022. Andererseits nehmen sich Regulierungsbehörden und die Industrie verstärkt des Themas an.
So hat die European Medicines Agency erst im Jahr 2014 ihre Leitlinie für die Ermittlung von risikobasierten Grenzwerten aktualisiert – und damit die Diskussion über Schutzkonzepte weiter vorangetrieben. Seitens der Industrie griff die International Society for Pharmaceutical Engineering (Ispe) die Impulse auf. Die ISPE-Richtlinie zur Durchführung von Expositionsmessungen ist weiterhin die allgemein akzeptierte Basis. Das Containment-Handbuch der ISPE-Arbeitsgruppe Containment D/A/CH wurde mittlerweile über 500mal verkauft, eine englische Version ist mittlerweile verfügbar.
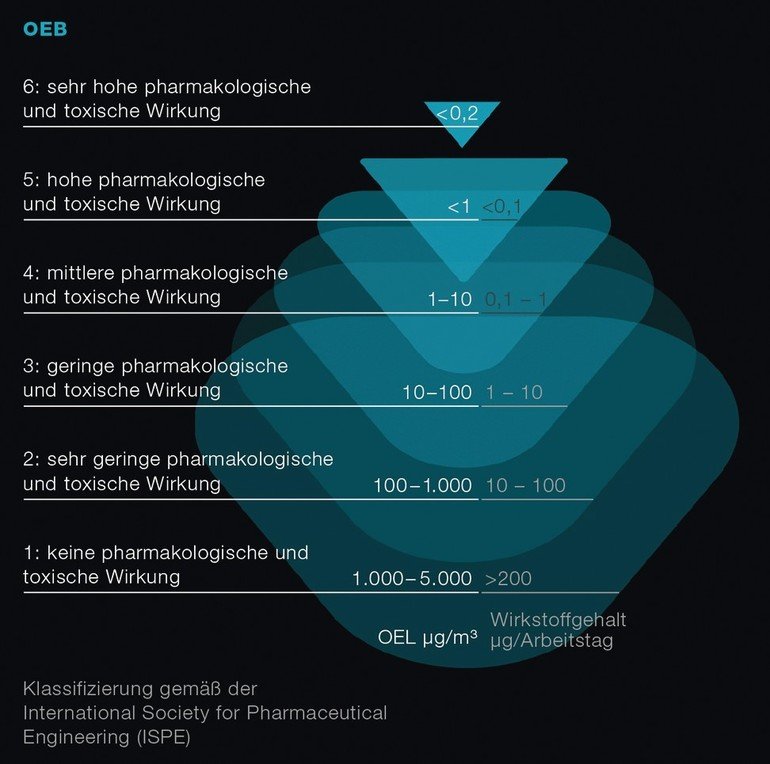
Toxikologische Grenzwerte
Basis für die Dimensionierung einer Anlage ist die toxikologische Bewertung der Wirkstoffe: Arzneimittelhersteller definieren die Anforderungen an Containment-Systeme auf deren Basis. Aus dieser Bewertung leiten die Pharmazeuten maximal zulässige Grenzwerte ab. Gängige Modelle sind etwa Grenzwerte für den Arbeitsplatz (Occupational Exposure Limit, OEL) oder die erlaubte tägliche Dosis (Permitted Daily Exposure, PDE; Acceptable Daily Exposure, ADE).
Diese Werte sind die Referenz für die abschließende Risikobeurteilung bei der Inbetriebnahme des Gesamtsystems auf Basis der Standardmessmethode für die Konzentration von luftübertragenen Partikeln aus Apparaten (Standardized Measurement of Equipment Particulate Airborne Concentration, Ispe). Das Vorgehen ist prinzipiell richtig, denn das Wissen um die Gefahrenbewertung und den Umgang mit den Wirkstoffen liegt bei den Arzneimittelherstellern.
Problematisch ist dabei nur, dass eine Aussage über das resultierende Bedienerrisiko erst nach Fertigstellung und Installation einer Anlage möglich ist. Zu einem Zeitpunkt also, an dem keine grundlegenden Anpassungen am Containment-Konzept mehr möglich sind. Das führte in der Vergangenheit zu einer starken Überdimensionierung von Anlagen, um das Projektergebnis nicht zu gefährden.
Ein Beispiel aus der Praxis: Anlagen werden häufig so ausgelegt, als bestünde das zu verarbeitende Produkt gänzlich aus dem kritischen Wirkstoff. Das ist ein theoretischer Wert. In der Praxis liegt der Anteil in der Regel deutlich darunter. Bei einem Wirkstoffanteil von zwei Prozent im zu verarbeitenden Pulver ist die Maschine um den Faktor 20 überdimensioniert.
Risikobasierte Auslegung
Bereits heute definieren Pharmahersteller ihre Anforderungen an die Rückhalteleistung von Maschinen und Anlagen in Form des Containment Performance Targets (CPT). Dieser Wert ergibt sich aus den Grenzwerten für den reinen Wirkstoff (OEL, etc.) und dem Mischungsverhältnis von Wirk- und Hilfsstoffen im Bereich der Tablettierung.
Ob eine Anlage dieses Ziel erreicht, wird durch die bereits genannten Expositionsmessungen auf Basis der entsprechenden Ispe-Richtlinie festgestellt, welche auch als Smepac-Tests bezeichnet werden.
Allerdings sind die Vorgaben der Ispe-Richtlinie nicht spezifisch genug, um die Leistungsfähigkeit bestimmter Anlagen reproduzierbar zu erfassen, wie die bisherige Bewertung von Containment-Tablettiersystemen zeigt: Weder ist die Position der Messsonden festgelegt, noch gibt es Vorgaben, wo sich die Bediener während des Messvorgangs aufhalten. Es bleibt auch offen, ob und wie viele Produktmuster während der Messung gezogen und welche Betriebszustände erfasst werden. In der Regel sind Fehlersituationen oder technische Störungen nicht Teil des Testverfahrens. Wie sich die Anlage in solchen Situationen verhält, wird also nicht erfasst. Damit fällt auch die Bewertung der Anlage je nach Messungsdurchführung unterschiedlich aus, was eine zielgerichtete Auslegung ohne deutliche Überdimensionierung erschwert.
Genau hier setzt der Containment Guard von Fette Compacting an. Als ein risikobasiertes Verfahren ermittelt es die Rückhalteleistung auf Basis reproduzierbarer Messmethoden. Die Messkriterien entsprechen grundsätzlich der Ispe-Richtlinie. Allerdings umfasst das neue Verfahren die gesamte Anlage, einschließlich der Prozess- und Sicherheitsausstattung wie Peripheriegeräte und Bauteile von Zulieferern. Darüber hinaus sind Aufbau und Ablauf des Testverfahrens standardisiert.
Containment Guard
Bei Tests nach dem Containment-GuardVerfahren ist die Position der Messsonden eindeutig festgelegt. Außerdem gibt es Vorgaben, wo sich die Bediener während des Messvorgangs aufhalten müssen. Die Anzahl der Produktmuster, die während der Messung gezogen werden, ist ebenso standardisiert wie die Betriebszustände, in denen das System getestet wird. Das Gleiche gilt für Fehlersituationen oder technische Störungen.
Insgesamt werden bei diesem Vorgehen mehr als 70 Messwerte erhoben und protokolliert, und anschließend wieder zu einem Wert zusammengeführt: dem Containment Guard Level. Dieser Wert bildet die Grundlage für die Zertifizierung der Gesamtanlage durch Fette Compacting. Durch die Standardisierung von Anlagenkonfigurationen im Rahmen des Containment Guard stehen diese Daten am Start eines Projektes zur Verfügung, um eine zielgerichtete Auslegung zu ermöglichen.
Durch die Standardisierung des Testverfahrens erhält der Pharmazeut eine Lösung, die sowohl technisch als auch wirtschaftlich genau auf seine Anforderungen zugeschnitten ist. Statt zu viel des Guten zu beschaffen, investiert er mit optimaler Kosten-Nutzen-Relation in eine nachhaltige, zukunftsfähige Lösung, die seine Bediener bestmöglich schützt.
www.prozesstechnik-online.de
Suchwort: phpro0118fette
Autor: Dr.-Ing. Martin Schöler
Konstruktionsleiter,
Fette Compacting


Hier finden Sie mehr über:







