

Für einen Hersteller von Nahrungsergänzungsmitteln hat Hecht eine Großanlage zum Handling pulverförmiger Schüttgüter realisiert. Welche Rahmenbedingungen waren zu berücksichtigen? Aus welchen Komponenten besteht die Anlage? Und wie funktioniert sie? Alle wichtigen Einzelheiten erfahren Sie hier.
Bei der Auslegung der Anlage für den amerikanischen Produzenten von Nahrungsergänzungsmitteln spielten die spezifischen Schüttguteigenschaften wie Korngrößenverteilung oder hygroskopische Eigenschaften eine wichtige Rolle. Hinzu kam die gewünschte Fördermenge. Sie liegt bei 8 t/h und ist im Dreischichtbetrieb zu erbringen.
Schneckenförderer oder ähnliche Förderanlagen bewältigen diese Fördermengen, allerdings ist der Platz, den diese Anlagen einnehmen, enorm. Außerdem forderte der Auftraggeber eine sehr schonende Förderung der Schüttgüter – ein Punkt, an dem mechanische Fördersysteme sehr schnell an ihre Grenzen stoßen. Anders verhält es sich bei der pneumatischen Förderung, bei der es zwei Varianten gibt: Druck- und Saugförderung.
Leistung und Filtereigenschaften
Die Förderleistung ist maßgeblich an die Filtereigenschaften des Saugförderers gekoppelt. Sie wächst mit der Filtergröße und abnehmender Verstopfungsneigung. Herkömmliche Filterkonzepte bieten hier jedoch nicht die gewünschten Ergebnisse. Gesucht wurde also ein sicheres, kontinuierlich arbeitendes und effizientes Fördersystem, das folgende Anforderungen erfüllt:
- schonende und entmischungsfreie Förderung der pulverförmigen Produkte
- in sich geschlossen arbeitendes System, um hohen Bediener- und Produktschutz zu gewährleisten
- große Produktmengen müssen kontinuierlich oder diskontinuierlich gefördert werden können
- bei Schüttgütern mit niedriger Mindestzündenergie muss die Anlage gegebenenfalls unter Ausschluss von Sauerstoff betrieben werden können
- hygienisches und reinigungsfreundliches Anlagendesign
Kurzum: Die Anlage für den amerikanischen Nahrungsergänzungsmittelproduzenten musste komplexe Anforderungen erfüllen. Für solche Fälle hat Hecht den Proclean Conveyor 700 entwickelt
Unterschiedliche Fördermodi
Der Conveyor erfüllt die Richtlinien bzw. Festlegungen der FDA und GMP.
Zum Funktionsprinzip: Eine Vakuumpumpe wird über Rohre oder Schläuche mit der Aufgabestelle, beispielsweise einer Big-Bag-Entleerstation verbunden. Der durch die Pumpe erzeugte Unterdruck (100 mbar absolut bei Dichtstromförderung) sorgt für die Förderung des Schüttguts. Über die Zufuhr der Förderluft lässt sich die Fluggeschwindigkeit des Förderguts beeinflussen. Je nach Einstellung sind von Flugförderung über Pfropfenförderung bis hin zur Dichtstromförderung verschiedene Modi wählbar. Vorteil der Pfropfenförderung: Hier kann bereits im Vorfeld eine Entmischung vermieden werden. Durch eine Produkteintrittsklappe gelangt das Partikel-Gas-Gemisch in den Abscheidebehälter.
Technologische Besonderheit des Proclean Conveyors 700 ist die Trennung des Gemisches durch die Filtereinheit. Mehrere Filter trennen das pulverförmige Schüttgut von der Förderluft. Dabei werden die Filter abwechselnd mit Druckluft gereinigt. Im Unterschied zu einer herkömmlichen Filterreinigung muss dadurch der Ansaugzyklus nicht unterbrochen werden. Das Ergebnis ist ein kontinuierlicher Förderprozess.
Durch eine Umkehr der Fließrichtung des Gasstromes kommt es zu einer Abtrennung der Partikel von der Abscheideeinheit. Die Produktpartikel fallen schwerkraftbedingt in den Abscheidebehälter oder bei einer Flanschvariante in das entsprechende Gefäß. Hervorzuheben ist, dass sich am Filterkopf keinerlei Anschlüsse befinden. Sie sind stattdessen seitlich am Abscheidebehälter angebracht. Auf diese Weise ist ein Wechsel der Filtereinheit in wenigen Handgriffen und Minuten möglich.
Der Proclean Conveyor 700 erreicht – je nach Produkteigenschaften – Förderleistungen von bis zu 10 000 kg/h. Die Fördersysteme lassen sich problemlos an unterschiedliche bauliche Gegebenheiten anpassen. Beispielsweise können bei Gebäuden mit niedriger Deckenhöhe die Filter horizontal eingebaut werden. Auch die Integration in bestehende Systeme ist jederzeit mithilfe einer Flanschlösung möglich.
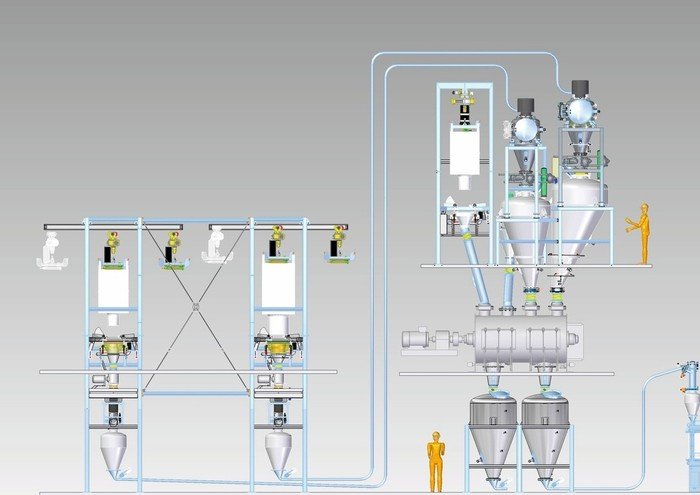
In der Schüttgutförderanlage für den amerikanischen Hersteller von Nahrungsergänzungsmitteln kommen insgesamt vier Proclean Conveyor 700 zum Einsatz. Daneben ist sie mit sechs Super-Sack-Entleerstationen ausgestattet. Letztere dienen als Aufgabebehälter für die pneumatische Förderung. Das transportierte Schüttgut wird in Pufferbehältern mit einem Fassungsvermögen von jeweils 2000 l zwischengelagert bevor es mithilfe von Schwerkraft zur Weiterverarbeitung in einen Mischer transportiert wird.
Die Pufferbehälter sorgen dafür, dass Fördersystem und Mischer unabhängig voneinander stets kontinuierlich betrieben werden können. Im Anschluss an den Mischprozess fördern mehrere Dutzend Standard-Proclean-Conveyor mit Ringfiltertechnologie das Schüttgut pneumatisch zu Hochleistungsabfülllinien.
Ringfiltertechnologie bietet Vorteile
Die Ringfiltertechnologie bietet zahlreiche Vorteile: So stellt der Filterkörper eine Verlängerung des Abscheidebehälters dar. Hinzu kommen einfacher Ein- und Ausbau, die Einhaltung der Hygienic-Design-Vorgaben, hohe Beständigkeit gegen Filterdurchschläge sowie lange Standzeiten. Das verwendete Filtergewebe ist FDA konform. Die Ringfilter sind in verschiedenen Ausführungen erhältlich und sind somit für ein breites Spektrum von Produkten und Anwendungen geeignet.
Über ein Schlauch- oder Rohrleitungssystem wird beim Fördervorgang das Produkt-Gas-Gemisch von der Aufgabestelle abgesaugt. Es gelangt durch die Produkteintrittsklappe in den Abscheidebehälter des Conveyors. Dort werden die feinen Staubpartikel an dem Ringfilter abgeschieden. Nach Beendigung des Ansaugzyklus wird die Fließrichtung des Gasstromes umgekehrt und der Ringfilter per Druckluft abgereinigt. Die am Filter haftenden Partikel fallen nun ebenfalls in den Abscheidebehälter. Jetzt steht der – gereinigte – Ringfilter wieder für den nächsten Ansaugzyklus bereit.
Anforderungen des Anwenders erfüllt
Die von Hecht realisierte Großanlage zum Handling pulverförmiger Schüttgüter erfüllt in puncto Hygiene, Sicherheit und schonende Produkthandhabung genau die vom Auftraggeber formulierten Anforderungen. Durch den Einsatz der Proclean Conveyor genügt die Anlage höchsten Containment-Forderungen an einen geschlossenen Schüttguttransport. Letzterer schützt das Produkt vor Kontaminationen und die Gesundheit der Anwender.
Halle 1, Stand 222
www.prozesstechnik-online.deSuchwort: php0315hecht
Matthias Hänsel
Leitung Marketing Produktmanagement,
Hecht Technologie
Unsere Webinar-Empfehlung

Der Webcast MTP und modulare Produktion bietet eine einzigartige Gelegenheit, mehr über die aktuellen Entwicklungen bei MTP und in der modularen Produktion zu erfahren.
Chemie- und Pharmaproduktion braucht mehr Flexibilität
In der heutigen sich schnell wandelnden Welt stehen…
Teilen:







