
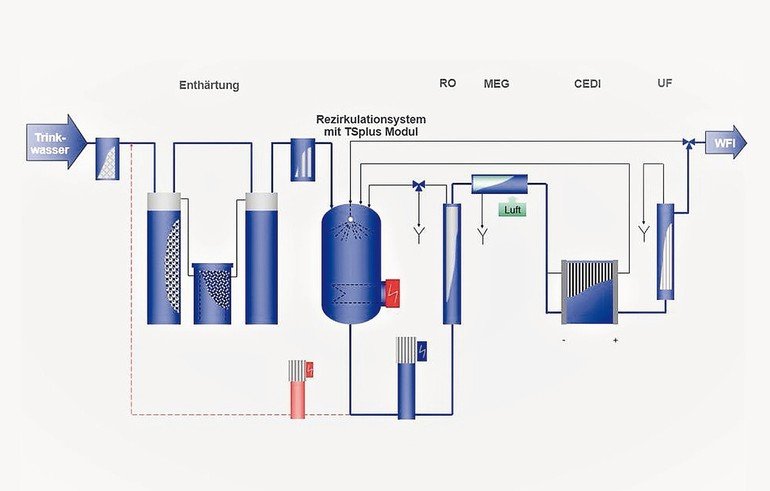
Die letzte entscheidende Veränderung im Pharmawassermarkt brachte im Jahr 2002 die Monographie Nr. 1972: Damals wurde die Qualität „Water Highly Purified“ eingeführt und auch für den Final Rinse und andere hochsensible Applikationen zugelassen. Jetzt wird die Pharmawasseraufbereitung abermals vor neue Herausforderungen gestellt: WFI darf durch Umkehrosmose (RO) in Verbindung mit anderen Verfahrensschritten wie Elektrodeionisierung (CEDI) und der Ultrafiltration (UF) oder Nanofiltration (NF) produziert werden als vollwertige Alternative zur klassischen Destillation. Anbieter von Wasseraufbereitungsanlagen mit langjähriger Erfahrung in der Membrantechnik (RO; UF) wie Wilhelm Werner können jetzt ihre Kompetenz auch bei der Herstellung von WFI einbringen.
Regularien zur Herstellung von WFI
Die neue Monographie (0169) der Europäischen Pharmakopöe (Ph. EUR) nennt erstmalig alternative Aufbereitungsverfahren für WFI neben der Destillation. Dass mit den Verfahren RO, EDI, UF und NF eine Wasserqualität erzeugt werden kann, die noch weit über jener des WFI liegt, können Anbieter von Reinstwasseranlagen durch jahrzehntelange Erfahrung in der Halbleiterindustrie belegen. Die dort geltenden Anforderungen an maximale Keimzahlen und TOC-Werte sind deutlich strenger als die aktuellen Grenzwerte für WFI: Während in der Halbleiterindustrie Keimzahlen von 1 KBE/1000 ml und ein TOC von 1 ppb notwendig sind, schreibt die Ph. EUR für WFI Keimzahlen von 10 KBE/100 ml und einen TOC 500 ppb vor.
Aufgrund der einhergehenden Unsicherheit im Umgang mit der Änderung der Monographie wurden in einem Q&A-Dokument der Europäischen Arzneimittel-Agentur (EMA) ergänzend zur Monographie grobe Leitlinien für die technische Umsetzung einer WFI-Erzeugung gesetzt. Jedoch bieten Leitlinien lediglich richtungsweisende Verfahrensschritte, nicht aber Detailvorgaben über Betrieb und Monitoring einer Aufbereitungsanlage.
Bei der Aufbereitung von WFI stellt die Sicherheit des Patienten das oberste Gebot dar, weshalb nun die Gefahrenreduzierung für den Menschen in den absoluten Mittelpunkt rückt. Die Konfiguration der einzelnen Verfahrensschritte hängt, wie bei allen pharmazeutischen aber auch industriellen Wasseraufbereitungsanlagen, maßgeblich von der eingespeisten Trinkwasserqualität ab. Während deren chemische Parameter schon seit Langem beherrschbar sind, gilt es nun, die mikrobiologische Sicherheit in der kompletten Systemlinie unter allen Umständen zu gewährleisten; und zwar vom Trinkwassereingang bis zur letzten Entnahmestelle. Als maßgebliche Risikofaktoren benennt die EMA hier die mikrobiologische Belastung (bis hin zur Biofilmbildung), Temperaturanstieg und TOC-Wert. Die Biofilmbildung wird dabei als Hauptrisiko eingestuft, da ein kaltes Verfahren erfahrungsgemäß ein mikrobiologisches Wachstum bedingen kann.
Kontrollstrategie gefordert
Die Schlussfolgerung lautet, dass ein membranbasiertes WFI-System so zu konstruieren und betreiben ist, dass dieses Risiko mit allen Mitteln ausgeschlossen wird. Weiterhin wird eine Kontrollstrategie gefordert, die fundiert auf eine Risikoanalyse eingeht, um potenzielle Risiken in Design und Betrieb zu identifizieren und entsprechende Maßnahmen einzuleiten. Somit empfiehlt es sich, dass Betreiber und Anlagenbauer vorzugsweise gemeinsam die Risikoanalyse erstellen und das Basic Design der neuen WFI-Erzeugeranlage definieren.
Ein ebenfalls hervorzuhebender Punkt des Q&A-Dokuments ist die laut EMA bislang unzureichende Online-TOC-Messung: Erfahrungen zeigen, dass im Wasser bei TOC-Werten 10 ppb aus Nährstoffmangel fast kein mikrobiologisches Wachstum mehr möglich ist. Membranbasierte PW-/HPW- und WFI-Anlagen erzeugen heute bereits ein Produktwasser mit 30 ppb TOC. Um das Risiko weiter grundsätzlich zu minimieren, liegt die Empfehlung nahe, TOC-Messungen nun nicht mehr nur im Endprodukt, also dem WFI, sondern schon an früheren relevanten Stellen im Aufbereitungsprozess vorzunehmen. Dies ist allerdings in der Praxis mit erheblichen Kosten für Equipment, Automatisierung u. a. verbunden.
Anlagendesign und Betrieb
Da sich aus dem EMA-Papier leider keinerlei konkrete Beschreibung zum Bau von membranbasierten WFI-Anlagen ableiten lässt, haben sich im Oktober 2017 ca. 50 Fachleute (Betreiber, Anlagenbauer und Consultants) aus der Branche zu einem Workshop der ISPE-Affiliate D/A/CH (Regional Community of Practice „Pharmawasser- und Dampfsysteme) getroffen. In dedizierten Arbeitsgruppen legten sie die wichtigsten Punkte für den Entwurf einer Richtlinie zum Design und Betrieb einer membranbasierten WFI-Erzeugeranlage fest. In einem weiteren Meeting im Rahmen der Fachmesse Lounges im Februar 2018 in Karlsruhe wurde eine Verabschiedung des finalen Dokuments für Mitte/Ende 2018 beschlossen.
Vorbehandlung notwendig
Das erwähnte EMA-Q&A-Dokument weist im Kontext mikrobiologischen Wachstums explizit auf das „richtige Design der Vorbehandlung“ hin. In Abhängigkeit zur Trinkwasserqualität sei u. U. bereits hier ein Online-TOC-Monitoring einzusetzen und das aus gutem Grund: Über 80 % der produktberührenden Oberflächen sind alleine in der Vorbehandlung zu finden – also noch vor der Umkehrosmose und somit vor der ersten echten Membranbarriere. Tatsächlich weisen PW- und WFI-Membrananlagen extrem große, technisch notwendige Oberflächen auf. Die Tabelle veranschaulicht dies anhand des Beispiels einer WFI-Anlage für 1000 l/h. Somit sind GMP-relevante Maßnahmen zwingend bereits ab dem Trinkwasseranschluss umzusetzen, d. h. auch das Design der gesamten Vorbehandlung ist so auszuführen, dass das Gefährdungsrisiko für den Menschen mit größtmöglicher Sicherheit ausgeschlossen wird. Das bedeutet konkret für das Anlagendesign vor der ersten Membranstufe:
- Die gesamte Vorbehandlung (Enthärtungsanlage; Feinfilter; ggf. UV-Desinfektion und ggf. Trinkwasser-UF) muss zwingend thermisch sanitisierbar sein. Alternative chemische Verfahren bieten keinesfalls die Sicherheit.
- serielle Verschaltung der Enthärtungsanlage zur permanenten Durchströmung beider Tauscher verhindert mikrobiologisches Wachstum durch Stagnation
- zyklische Ozonisierung der Enthärtungsanlage bis 100 ppb (nur möglich bei ozonisierter Kaltlagerung des WFI)
- bei geeigneter Trinkwasserqualität empfiehlt sich die Substitution der Enthärtungsanlage durch Härtestabilisatoren (drastische Reduktion der produktberührten Oberflächen)
- zyklische SDI-Messung und ggf. TOC-Onlinemessung bei kritischerer Trinkwasserqualität (Oberflächenwasser u.a.)
- grundsätzliche Einhaltung der 3d-Regel (sofern anwendbar)
- entsprechende Rohrleitungsdimensionierung für eine turbulente Strömung
- Nach der dezidierten Trinkwasserkonditionierung durch die vorbeschriebenen Maßnahmen haben sich weitere, sicherheitsrelevante Aufbereitungsschritte erfolgreich in HPW-Systemen etabliert. Anbieter von Pharmawasseranlagen mit Membrantechnik können hier auf signifikante Erfahrungen zurückgreifen.
Vorbehandlung sanitisieren
Ein der Umkehrosmose vorgelagerter Trennbehälter mit elektrischer Beheizung (oder auch Dampfbeheizung) ermöglicht die unabhängige thermische Sanitisierung der Vorbehandlung oder der eigentlichen Erzeugeranlage. So lässt sich die mikrobiologisch wesentlich kritischere Enthärtungsanlage unabhängig vom restlichen Aufbereitungssystem monatlich oder sogar wöchentlich (je nach Trinkwasserqualität) sanitisieren. Die weiteren Aufbereitungsschritte der eigentlichen Erzeugeranlage (RO, Membranentgasung, CEDI und UF) werden somit keiner unnötigen thermischen Belastung ausgesetzt. Dies ist insofern wichtig, weil vor allem ein CEDI-Modul typischerweise auf maximal 100 bis 150 Sanitisierungszyklen begrenzt ist.
Ein Vorteil des Rezirkulationssystems TSplus von Wilhelm Werner ist die absolute Vermeidung von stagnierendem Wasser. Sobald der WFI-Lagertank befüllt ist, rezirkuliert die Anlage über alle Aufbereitungsschritte. Die Besonderheit: Hier wird das WFI in den Rezirkulationstank zurückgeführt und gleichzeitig werden die Abwässer der CEDI auch im reinen Produktionsbetrieb zu 100 % recycelt.
Empfohlene Designkriterien
Zur Aufbereitung von kaltem WFI kann in über 95 % aller Fälle die bereits in HPW-Erzeugeranlagen etablierte Verfahrenstechnik (RO, MEG, CEDI, UF) herangezogen werden. Obwohl eine Membrananlage technisch niemals wirklich restlos entleerbar gebaut werden kann, müssen auch hier einige wichtige Designkriterien berücksichtig werden, wie sie beipielsweise die Werner-WFI-Anlagen aufweisen:
- komplette thermische Sanitisierung des Gesamtsystems bei 80 °C
- geeignete Werkstoffwahl: Neben Edelstahl 316l bietet sich auch PVDF-HP mit wesentlich besseren, physiologischen Eigenschaften an; die hydrophobe Oberfläche von PVDF reduziert nachweislich eine Biofilmbildung
- Hochdruckpumpe mit Frequenzumformer zur Leistungsanpassung der Erzeugeranlage (längere Laufzeit der Erzeugeranlage)
- Reverse-Osmose-Membranen im Full-Fit-Design (z. B. Turboclean oder Hypershell) zur Vermeidung von Totzonen zwischen Membran und Druckrohr
- Membranentgasung (MEG) bei höheren CO2-Konzentrationen (ab ca. 8 ppm) im Trinkwasser
- CEDI-Module mit mindestens 100 möglichen therm. Sanitisierungszyklen über den Life-Cycle
- Ultrafiltration mit 10 000 Dalton Cut-Off, vorzugsweise Hohlfasermembranen (Integritätstest) im Crossflow-Betrieb
- automatisiertes Monitoring (sowohl Vorbehandlung als auch Erzeugeranlage) nicht nur für die qualitätsrelevanten Parameter, sondern auch z. B. TOC nach Enthärtung, Online-Integritätstest der UF, u. a.
Anlagenbau ist gerüstet
Sicher ist eine kalte, membranbasierte WFI-Anlage deutlich kritischer zu sehen als die heiße „autosterile“ robuste und lang bewährte Destillation. Dennoch kann WFI auch kalt sicher hergestellt werden: Der Anlagenbau ist gerüstet durch HPW-Erzeugung und Langzeiterfahrungen aus der hoch anspruchsvollen Halbleiterproduktion. Eine optimierte, überwachte Trinkwasserkonditionierung mit intensiverem Monitoring, kombiniert mit klassischer Aufbereitungstechnik und vorbeugender Wartung wird die pharmazeutische Industrie Schritt für Schritt und Hand in Hand mit dem Anlagenbau öffnen für den Wechsel auf die Membrantechnologie zur WFI-Erzeugung.
Suchwort: cav0618werner
Halle 4.1, Stand J35
Autor: Ulrich Träger
Geschäftsführer und Gesellschafter,
Wilhelm Werner


Hier finden Sie mehr über:







