Siehe auch: Rauheitsmessung, Tastschnittverfahren.
(Mikro-)Topographische Beurteilungsgröße einer technischen Oberfläche.
Die Rauheit ist die Abweichung von einer Ideallinie (Geraden) bzw. von einer Idealfläche (geometrische Ebene). In der DIN 4768 – neu DIN EN ISO 4288 – sind verschiedene Spezifikationsgrößen wie die Rauheitswerte Ra, Rz, Rmax etc. definiert und die Messtechnik der Rauheit prinzipiell standardisiert worden.
Bei der Beurteilung von technischen Oberflächen von Bauteilen aus Kunststoff oder austenitischen Edelstahllegierungen ist neben der Morphologie und dem vorliegenden Energieniveau vor allem die (Mikro-)Geometrie bzw. die (Mikro-)Topographie, von wesentlicher Bedeutung. Zur Beschreibung der Mikrogeometrie der Oberfläche ist die Rauheit für viele Einsatzfälle von Edelstahlbauteilen zumindest vordergründig ein wesentlicher Beurteilungsgesichtspunkt, wobei im Besonderen auch auf die Unterschiede von mechanisch geschliffenen und elektrochemisch polierten Oberflächenausführungen hinzuweisen ist.
Durch elektrochemisches Polieren von z. B. austenitischer Edelstahllegierungen wird infolge des selektiven elektrochemischen Abtrags (Glättung der Mikrostruktur) der Oberfläche die Rauheit reduziert. Der fachgerechte Elektropolierabtrag einer mechanisch vorgeschliffenen Edelstahloberfläche 1.4404 erfolgt entsprechend dem elektrochemischen Äquivalent für Elektrolyte aus H2SO4 / H3PO4 + Additive mit 10 A min/dm2 Ladungsmenge entspr. 0,7–0,75 µm geometrischer Abtrag. Bei einer anodischen Stromdichte von 10 A/dm2 also pro Minute Polierzeit ca. 0,7 µm Werkstoffabtrag.
Die Kurve des Rauheitswertes Roughness Average Ra über dem geometrischen Abtrag im Zuge eines Elektropoliervorgangs einer Oberfläche zeigt, dass der Ra-Wert bei kleinen elektrochemischen Polierabträgen zunächst oft auch ansteigen kann (etwa bei falschem Schliffaufbau, siehe Schleifkornstufe), wenn Schliffkavernen, Mikrodopplungen etc. geöffnet werden und so einen Ra-Anstieg verursachen. Bei einem elektrochemischen (geometrischen) Abtrag von ca. 10–15 µm ist meist der Zustand erreicht, ab dem eine weitere geometrische Einebnung / (Mikro-) Glättung der Oberfläche nur mehr sehr langsam erfolgt (Abb. R 4).
Die Kurve elektrischer Ladungstransport über geometrischem Abtrag zur experimentellen Bestimmung des elektrochemischen Äquivalents zeigt neben der theoretischen Idealkurve die Realkurve, welche im kleinen elektrochemischen Ladungstransportbereich progressive geometrische Abträge zeigt, die sich erst nach 2–3 µm Abtrag linearisieren. Dieser Effekt erklärt sich daraus, dass vor allem beim Abtrag scharfer Schliffspitzen aus der mechanischen Vorbearbeitung der geometrische Abtrag rasch voranschreitet und erst bei „mikrowelligen Flächen” ein gleichmäßiger, linearer Abtrag erkennbar wird.
Das Strukturbild nach Wulff (Wulffsche Oberflächenmorphologie) erklärt dabei die notwendige Bemessung des vorzugebenden Abtrags durch Elektropolieren nach mechanischer Vorbearbeitung zur Erzielung optimaler, funktionaler Eigenschaften. Hierzu ist es neben der Ra-Einebnung vor allem von Bedeutung, morphologisch (Morphologie) in den reinen austenitischen und ungestörten Bereich zu kommen und auch alle Bereiche mit mechanischen Verspannungen (im Gitterbereich) zu entfernen, um ein günstiges Energieniveau (Oberflächenspannung) für die finale Edelstahloberfläche zu erreichen.
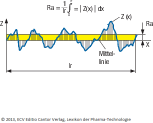
Abb. R 2: Kenngrößen der Oberflächenbeschaffenheit DIN EN ISO 4287. Ra = arithmetischer Mittelwert der Absolutbeträge der Ordinatenwerte innerhalb einer Einzelmessstrecke lr. (Quelle: H. Reich u. S. Schmidt, Informationen der Fa. Hommelwerke GmbH, Duisburg 2000)
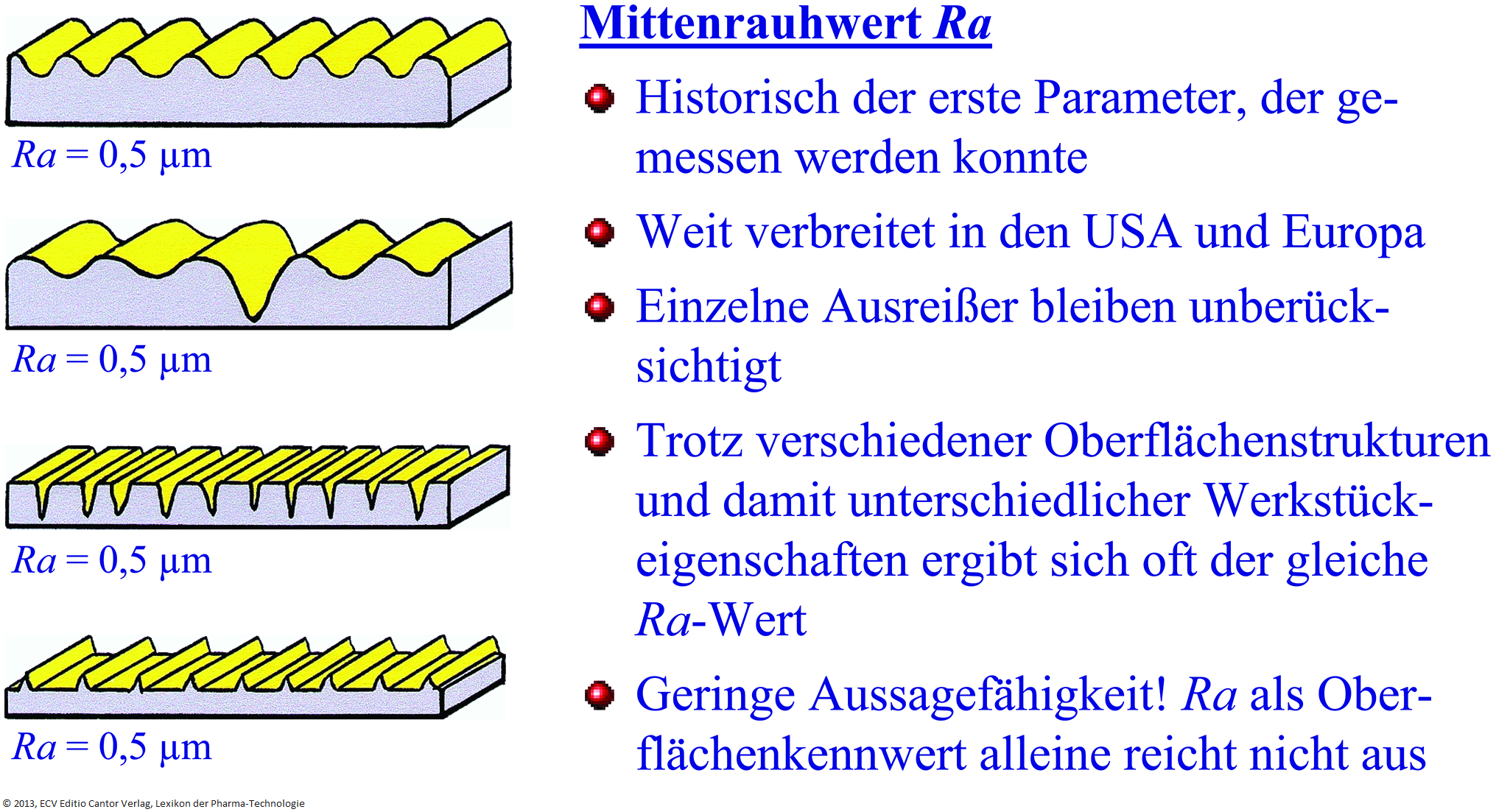
Abb. R 3: Kenngrößen der Oberflächenbeschaffenheit DIN EN ISO 4287 und Kennzeichen des Mittenrauhwertes Ra. (Quelle: H. Reich u. S. Schmidt, Informationen der Fa. Hommelwerke GmbH, Duisburg 2000)

Abb. R 4: Darstellung des elektrochemischen Abtrags bezüglich Ra-Änderung. (Quelle: G. Henkel)
© 2013 – ECV – Lexikon der Pharmatechnologie







