Bei Bauteilen aus austenitischen Edelstahllegierungen 1.4404, 1.4435, (1.4539) im Einsatz mit heißen Reinwässern (WFI [Wasser]) oder Reindampf ab > 50-60 °C das Phänomen, dass sich nach einer Betriebszeit von einigen Monaten / Jahren auf der medienberührten Edelstahloberfläche ein mehr oder minder stark ausgebildeter rötlicher Belag zeigt (Fe2O3 = Hämatit), der teilweise abwischbar ist und auf weißem Laborpapier typisch rougeartige, partikuläre Abriebe zeigt. Bei Reindampfsystemen bis 180 °C kann sich sogar eine sehr feste, geschlossene rote bis blau-schwarze Schicht (ähnlich Zunder) ausbilden (Fe304 = Magnetit). Bezüglich 1.4539 gilt die Rouginggefahr v. a. für metallblanke, aber weit weniger für elektrochemisch polierte Oberflächenausführungen.
Die chemische Analyse der rougingbildenden Schichtpartikel ergibt ähnliche Bestandteile wie die betreffende Edelstahlbasislegierung: Oxide von Fe, Cr, Ni, Mo.
Das bedeutet, dass sich beim Rouging offenbar die medienberührte Edelstahloberflächenschicht von der chromoxidreichen Passivschicht in eine Fe-Oxid-dominierte Rougingschicht gewandelt hat (Phaseninversion, Rougeinversion), wobei sich zudem Rougingpartikel durch Strömungsvorgänge von der entstandenen Oberflächenposition ablösen und häufig im System an andere Stellen (z. B. Produktionsbereich, der mit WFI versorgt wird, bzw. mit Reindampf sterilisiert wird) transportiert und dort abgelagert werden.
Die bei Rouging entstandene Edelstahloberflächenschicht besteht im Wesentlichen aus Eisenoxid, welches im Vergleich zur intakten chrom-oxidreichen Passivschicht eine deutlich weniger ausgeprägte Schichtkompaktheit bzw. Dichtheit hat. Dieser Umstand erklärt u. a. auch die eisenoxidreiche schwermetalloxidische Partikelgeneration aus der Rougingschicht in das strömende Medium (z. B. WFI).
Der Rougingeffekt ist in jedem Fall ein flächiger Korrosionseffekt (Korrosion), wobei die vorher intakte chromoxidreiche Passivschicht aufgrund der Umgebungsbedingungen (heißes Reinwasser) jedenfalls lokal, bzw. an diskreten Stellen beginnend, kollabiert und damit einer verstärkten Eisenoxidbildung als Korrosionseffekt zugänglich wird.
In diesem Zusammenhang ist zu beachten, dass bei höheren Temperaturen aus thermodynamischen Gründen die Affinität von Eisen zu Sauerstoff der von Chrom zu Sauerstoff zunehmend ähnlicher wird. Zudem ist der Vorgang der Repassivierung der Passivschicht infolge stark reduzierter gelöster O2-Mengen im heißen Wasser deutlich geschwächt.
Die Rougingbildung erfolgt nicht über die Reaktion Fe + O → FeO (Sauerstoffkorrosion), sondern über die Hydroxidbildung (Wasserstoffkorrosion)
Fe2+ + 2 OH– = Fe(OH)2 bzw.
Fe(OH)2 → FeO + H2O
und nutzt dabei die in der Passivschicht vorliegenden freien Fe-Atome (Passivschichtmorphologie).
Im Hinblick auf Korrosionswirkungen bei Rouging ist jedoch zu vermerken, dass es in der Literatur bisher keine Hinweise darauf gibt, dass Rougingwirkungen zu weiterer zerstörender Korrosionswirkung des Edelstahlbauteiles geführt hätten, sofern nicht lokale Strukturdefekte der Edelstahloberfläche vorhanden waren und eine latente (lokale) Korrosionsursache ausschlaggebend wurde. Allenfalls leichte Oberflächenaufrauungen sind zu erkennen, die allerdings bei Rougingbildungen über lange Zeiträume durchaus kritische Ausmaße annehmen können (siehe Muldenkorrosion).
Die Kontamination des Reinwassers (WFI) durch Rougingeffekte bzw. Rougingpartikel äußert sich im Wesentlichen nicht durch eine signifikante Erhöhung der Schwermetallionen im Reinwasser, sondern durch massive partikuläre Verunreinigungen durch ungelöste, elektrisch neutrale Schwermetalloxide, wobei die Partikelgrößen zwischen 0,01 und 10 µm liegen können. Die Eisenoxide zeigen eine sehr geringe Löslichkeit in Wasser: Fe2+ < 1 ppm; Fe3+ < 1 ppb, wodurch eine Rougeanzeige im Reinwasser durch Veränderung der elektrischen Leitfähigkeit nicht möglich ist. Dies ist bei der Verunreinigungsbeurteilung des Mediums zu beachten.
Die definitiven Ursachen und chemischen bzw. elektrochemischen Mechanismen, die die Rougingbildung in den verschiedenen Stadien restlos erklären können, sind bisher noch nicht erforscht, die Forschung beschäftigt sich aber intensiv mit diesem Phänomen. Vorergebnisse der Forschungstätigkeit sind Erkenntnisse darüber, durch welche Parameter (etwa Gasbeaufschlagungen im WFI-Lagertank, Oberflächenvorbehandlungen der medienberührten Systemoberflächen etc.) Rougingwirkungen verstärkt bzw. merklich reduziert werden können.
Rougingbefallene Edelstahloberflächen von 1.4404, 1.4435 bzw. 1.4539 können durch spezielle chemische Behandlung schonend entrougt und repassiviert werden und sind in der Regel über längere Zeiträume wieder rouge- und damit kontaminationsfrei. Chemisches Beizen zum Entrougen birgt die Gefahr, dass neben dem Derougen die Oberfläche unzulässig im Korngrenzenbereich (Korngrenze) aufgeraut wird; speziell bei mehrfachen Operationen dieser Art im Laufe der Jahre.
Umfassende Versuche haben ergeben, dass fachgerecht elektrochemisch polierte Edelstahloberflächen betreffend der Rougingbildung wesentlich widerstandsfähiger sind als mechanisch geschliffene bzw. metallblanke Oberflächen. Neben diesem Vorteil bringt die elektrochemischen Polierung auch bei der Entrougung und Repassivierung erhebliche Verfahrensvorteile mit sich.
Ein Rougemonitoring von WFI-Anlagensystemen mittels eines speziellen Geräts zur Früherkennung von Rougebildung (siehe Abb. R 10 unter Rougeinversion) erlaubt eine rechtzeitige Systemrekonditionierung und Repassivierung und damit ein dauerhaft rougefreies WFI-System.
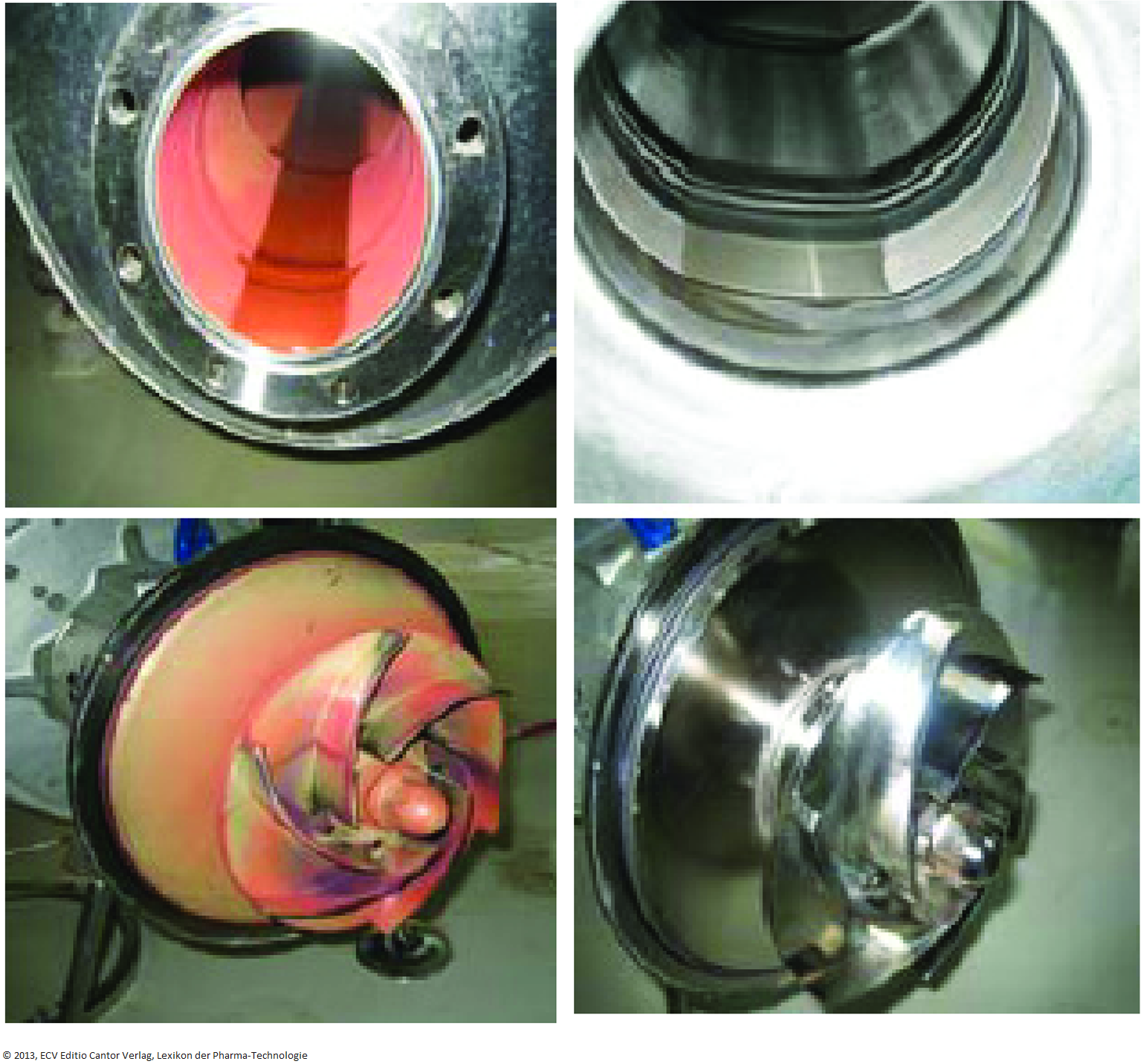
Abb. R 11: Berougte und entrougte Oberflächen nach chemischer Derouging- / Repassivierungsoperation, Werkstoff 1.4404. Oben: Rohroberfläche (links: berougt, rechts: entrougt). Unten: Pumpenrad (links: berougt, rechts: entrougt). (Quelle: G. Henkel)
© 2013 – ECV – Lexikon der Pharmatechnologie







