
Auch wenn das Prinzip der Gegenstrahlmühle bereits vor 140 Jahren erfunden wurde, ist die Entwicklung dieser Technologie nicht abgeschlossen und kann noch immer verbessert werden. Zu beachten ist jedoch: In der Entwicklung und Erforschung von neuen Verfahren oder Maschinen wurde und wird üblicherweise Kalkstein als Versuchsmaterial verwendet. Das liegt u. a. daran, dass dieses Material leicht verfügbar, ungefährlich und günstig in der Beschaffung ist.
Folglich basieren fast alle empirischen Gesetze, die für das Mahlen und Sichten aufgestellt wurden, auf Versuchen mit Kalkstein. In den meisten Fällen bieten diese Gesetze eine gute Vergleichbarkeit und/oder erlauben annähernd passende Voraussagen. Kalkstein weist mittlere Materialdichten (2600 bis 2900 kg/m3) auf und für dessen Zerkleinerung ist eine ausreichend große Mahlarbeit erforderlich.
Geringe Masse als Herausforderung
Die Eigenschaften von Produkten mit sehr geringer Schüttdichte (Low Density Products – LDP) wie synthetische amorphe Kieselsäuren, Carbon Black oder Perlite sind jedoch extrem unterschiedlich. Der Anlagenbauer Hosokawa Alpine hat den Einfluss der wichtigsten Strahlmahlparameter auf die Verarbeitung solcher Produkte und deren besonderes Verhalten genauer untersucht. Die Ergebnisse flossen in ein spezielles Mühlen- und Anlagendesign für das Strahlmahlverfahren ein.
Das Zerkleinern solcher „fluffigen“ Materialien erfordert in der Regel deutlich weniger Energie, da sie meist nicht aus festen Partikeln, sondern aus zerbrechlichen Strukturen wie Agglomeraten, Schichtstrukturen oder Gebilden mit sehr hoher Porosität bestehen. Dies führt zu sehr geringen scheinbaren Partikeldichten. Diese Materialien beinhalten meist eine große Anzahl von Sollbruchstellen innerhalb kleinster Volumina und unterscheiden sich auch in der Art der Bindungskräfte von echten Feststoffen. Dies kann dazu führen, dass die Verbindungen bereits bei geringem Energieniveau brechen.
Hoher Mahldruck ist überflüssig
Um solche Schüttgüter zu dispergieren, reicht also in den meisten Fällen ein sehr geringer Energieeintrag. Damit ist für Strahlmahlprozesse ein hoher Mahldruck nicht mehr zwingend. Je höher der Mahldruck ist, desto geringer wird der Wirkungsgrad der Drucklufterzeugung. Ein Mahldruck von 6 bar(g) benötigt ca. dreimal so viel spezifische Energie wie ein 1-bar(g)-Prozess. Auch wird der Technologieaufwand der Drucklufterzeuger mit steigendem Druck zunehmend komplexer. Der Einsatz von zu hohen Strahlmahldrücken erzeugt daher erhöhte Investitions- und Betriebskosten.
Das ideale Druckniveau muss für jedes Produkt individuell bestimmt werden. Bei Kalkstein sollte es nicht unter 4 bar liegen, doch bei den meisten LDP kann der Druck deutlich niedriger sein. Einige können auch bei weniger als 1 bar(ü) noch verarbeitet werden, sodass auch einfache und preisgünstige Drehkolbengebläse verwendet werden können. Manche LDP stellen aber eine Ausnahme dar und benötigen trotzdem höhere Drücke für eine effiziente Dispergierung.
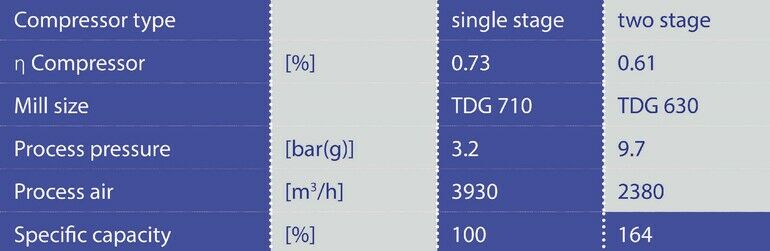
Selbst bei einer kleineren Mühle und einem um ca. 12 % reduzierten Kompressorwirkungsgrad zeigt die Vermahlung unter Hochdruckbedingungen eine um ca. 64 % erhöhte spezifische Leistung. Mit TDG-Gegenstrahlmühlen sind noch feinere Grafitqualitäten bis zu 2,5 µm (dV50) möglich, auch auf den größten Mühlentypen.
Pulverpumpe zur Produktaufgabe
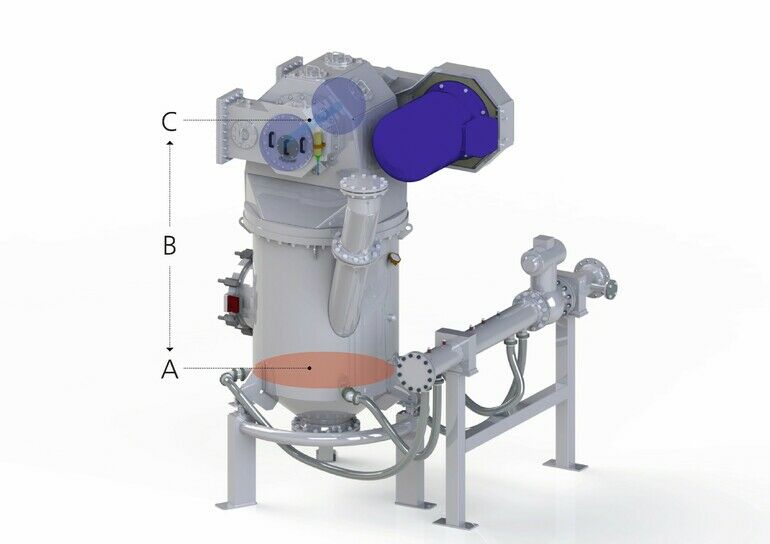
Aufgrund der niedrigen Absetzgeschwindigkeit von LDP kann das übliche Konzept der Schwerkraftdosierung zu Problemen führen. Bei einer der ersten Strahlmühlen lag der Materialeinlauf unterhalb der Mahlzone (Dosierung mittels Stopfschnecke). Greift man diese Idee wieder auf, ermöglicht dies bei vielen Produkten mit geringen Schüttdichten Leistungssteigerungen von bis zu 10 %. Wenn das Aufgabematerial eine hohe Fließfähigkeit aufweist, können auch Pumpen statt Dosierschnecken zur Produktaufgabe eingesetzt werden. Dadurch kann die übliche Kombination aus Dosierung und Schleuse durch eine einzelne Pulverpumpe ersetzt werden.
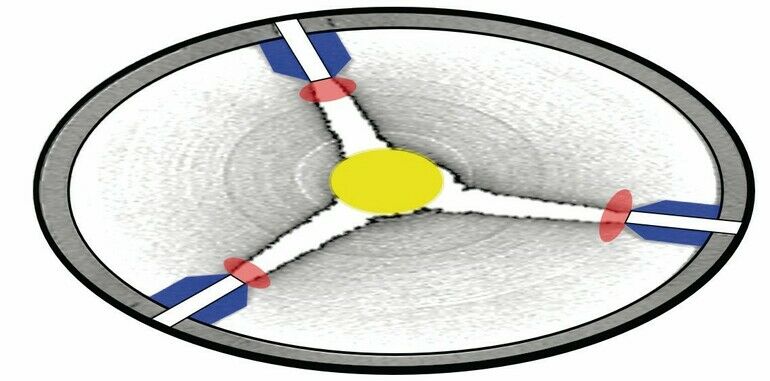
Hohe Partikelporositäten ermöglichen nur geringe Impulse und in Verbindung mit der Bewegung in einem Fluid (Luft) werden nur geringe Flugweiten erreicht. Aufgrund der geringen scheinbaren Partikeldichte beträgt der Bremsweg für ein Kieselsäureteilchen mit 5 µm Durchmesser und einer Ausgangsgeschwindigkeit von 500 m/s weniger als 1 cm. Ein entsprechendes Kalksteinpartikel benötigt dagegen eine Distanz von knapp 10 cm. Das niedrige Niveau der Stoßimpulse hat Einfluss auf die Energieübertragung innerhalb der Strahlmühle und führt bei Einbeziehung der normalen „Kalksteingesetze“ nur zu einer wenig effizienten Vermahlung.
Es ist nicht leicht, den Mühlenfüllstand für extrem leichte Schüttgüter zu bestimmen, da deren Gewicht kaum maßgeblich über dem Mühlengewicht erscheint. Die Produktdosierung und der Mühlenfüllstand sind aber entscheidende Parameter, ohne die eine Leistungsoptimierung nicht möglich ist. Auch hier können die Erfahrungen mit Kalkstein auf die falsche Fährte führen.
Engpass im Sichtbereich
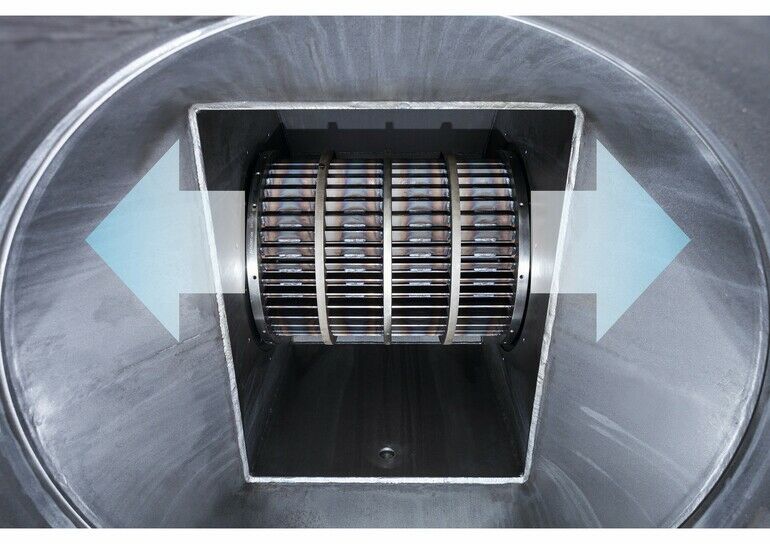
Das gemahlene Produkt verlässt den Mahlbereich innerhalb einer permanenten Aufwärtsströmung in Richtung des Sichterrades. Partikel, die fein genug sind, erreichen das Radinnere und werden durch die Luftströmung in den Filter transportiert. Das Zentrifugalfeld des Sichterrades weist zu grobe Partikel ab, die anschließend erneut in die Mahlzone gelangen. Dieses Auf und Ab ist ein wesentlicher Bestandteil des Prozesses und wurde ebenfalls untersucht. Durch unterschiedliche Gestaltung der Mahlgehäuse wurde der Einfluss der Strömungen und deren Anordnung näher untersucht. Ein Zusammenhang mit der Mühlenperformance konnte nicht nachgewiesen werden.
Generell sind zwei unterschiedliche Anordnungen von Sichterrädern üblich: Entweder drehen sich die Räder um eine vertikale oder um eine horizontale Achse. Da Hosokawa Alpine beide Varianten herstellt, war es einfach möglich, die horizontale (AFG-Design) und die vertikale Ausführung (TFG-Design) zu vergleichen. Wie erwartet sind die Ergebnisse, auch bei Produkten mit geringer Schüttdichte, in Bezug auf Feinheit, Kapazität und Effizienz zu 100 % vergleichbar. Da die horizontale Ausführung weniger komplex konstruiert ist, wurden alle weiteren Versuche mit dieser Ausführung fortgesetzt.
Meistens stellt das Sichtrad das Haupthindernis bei der LDP-Vermahlung dar. Die Dispergierung/Desagglomeration geschieht nahezu schlagartig, aber das Produkt sollte den Mahlprozess ebenso schnell verlassen können. Deshalb wurde das TDG-Raddesign getestet, das eine höhere Durchsatzleistung ermöglicht. Eine größere freie Oberfläche und beidseitige Feingutausträge reduzieren die Durchflussgeschwindigkeit und damit, bei doppelter Leistung, auch den Verschleiß.
Die gewünschte Feinheit liegt bei Produkten mit geringer Schüttdichte häufig deutlich unter 10 µm (z. B. Carbon Black, Grafit, Talkum oder Kieselsäure). Bei üblichen Sichträdern liegen die dafür erforderlichen Umfangsgeschwindigkeiten nahe am Limit und führen zu hohen Druckverlusten. Ein spezielles Lamellen-Design der TDG ermöglicht verbesserte Trennschärfen und feinere Trenngrenzen bei deutlich reduzierten Sichtraddrehzahlen. Das spart zum einen Energie und ermöglicht zum anderen sehr feine Partikelgrößen unter 1 µm (dV50). Dadurch können gleiche Feinheiten wie bei Strahlmahlprozessen mit Heißdampf erreicht werden.
Die Prozesssteuerung bei Strahlmühlen erfolgt standardmäßig durch Erfassen des Massenstroms mittels Mühlengewicht oder der Sichterleistung, doch beide Konzepte funktionieren meist nicht mit Produkten von geringer Schüttdichte. Deshalb wird beim Betrieb einer TDG ein leicht erfassbarer, aber von der Leistung beinahe unabhängiger Parameter genutzt, um die optimale Aufgabemenge sicherzustellen. Jede Prozessabweichung wird sofort erkannt und in automatische Gegenmaßnahmen oder Informationen an den Operator umgewandelt.
Produkttrennung durch Filtration
Nach dem Mahlen/Sichten muss das Produkt vom Luftstrom getrennt werden. Zyklone funktionieren für LDP in der Regel nur sehr unzureichend, sodass nur die Filtration als Lösung bleibt. Mit der verwendeten Steuerungsgröße kann das Zusammenspiel von Mühle und Filter sehr fein aufeinander abgestimmt werden. Dabei können die Filterflächenbelastungen in den meisten Fällen die empfohlenen Werte überschreiten. Filterflächen und -gehäuse können so verkleinert werden. LDP-Filter sollten folgende Voraussetzungen erfüllen:
- Einlauf direkt unterhalb der Filterkopfplatte
- keine Anströmung der Filterschläuche
- Verwendung von Membranfilterschläuchen
- Auffangtrichter mit steilen Wänden
- ausreichender Auslaufdurchmesser
Potenzial für Prozessverbesserungen
Die Untersuchungsergebnisse führten zum Wechsel vom normalen AFG-Design hin zum TFG-Design, das darüber hinaus folgende Vorteile bietet:
- Energieeinsparung durch optimierten Mahldruck
- doppelte Leistung bei gleicher Mühlengröße (AFG im Vergleich zu TDG)
- feinere Trenngrenzen
- Leistungserhöhung durch modifizierte Aufgabesituation
- Leistungssteigerung durch verbessertes Düsenarrangement
- kleinere Filter durch optimierte Ausnutzung der Filterfläche
Alle positiven Veränderungen übertrug der Anlagenbauer in ein neues TDG-Konzept, dessen LDP-Erweiterungspaket alle beschriebenen Verbesserungen enthält. Sämtliche Untersuchungen wurden auf einer 400 TDG im Technikum/Augsburg durchgeführt. Diese steht, inklusive aller beschriebenen Umbauten und Modifikationen, für Versuche zur Verfügung.
Hosokawa Alpine AG, Augsburg
Halle 4A, Stand 207
Autor: Bernhard Renner








