


Firmen im Artikel

In der gesamten Chemiebranche sind Prozesse mit hohen Temperaturen und hochkorrosiven Medien weit verbreitet. Sind konventionelle Signalisierungen mit extremen Bedingungen nicht immer kompatibel, werden Signalisierungen oftmals als zusätzliches Überwachungssystem in die Prozessleittechnik von Anlagen und Systemen integriert.
Der Einsatz moderner Signalisierungseinrichtungen trägt sowohl zur Verbesserung der Produktivität und Sicherheit bei und ist weiterführend mit Blick auf Umweltbelange notwendig und sinnvoll. Der deutsche Hersteller REMBE ist in Europa führend in der Herstellung von Druckentlastungseinrichtungen, Explosionsschutzsystemen und zugehörigen Signalisierungen. Die Produktpalette des Unternehmens umfasst einige der robustesten Berstscheiben und Signalisierungssysteme, die auf dem Markt verfügbar sind. Sie schaffen in der Chemieindustrie einen erheblichen betrieblichen Mehrwert durch eine zuverlässige Überwachung der sicherheits- und betriebskritischen Druckentlastungseinrichtungen.
Bei Prozessen mit potenziell schädlichen, giftigen oder aggressiven Medien kann das Risiko von ungewollten Betriebszuständen auf Grund unzulässiger Überdrücke durch ein schnelles und sicheres Abschalten reduziert werden. Durchdachte Signalisierungssysteme entsprechen den industrierelevanten Normen und sind, basierend auf eigensicheren Ruhestromkreisen, u.a. auch für explosionsfähige Atmosphären geeignet. Durch schnelle Signalisierung über das Ansprechen der Berstscheibe tragen sie dazu bei, den Prozess sicher zu steuern und gleichzeitig Stillstandzeiten zu minimieren. Hochwertige Signalgeber können leicht in die bestehenden Steuerungssysteme integriert werden, um beim Ansprechen der Berstscheibe eine visuelle oder akustische Meldung zu übermitteln und die Anlage bei Bedarf abzuschalten.
Mit nicht-invasiven Hochleistungs-Signalisierungen werden Prozesse mit kritischen Drücken und anspruchsvollen Medien zuverlässig überwacht.

Mit non-invasiver Signalisierung überflüssige Stillstandzeiten vermeiden
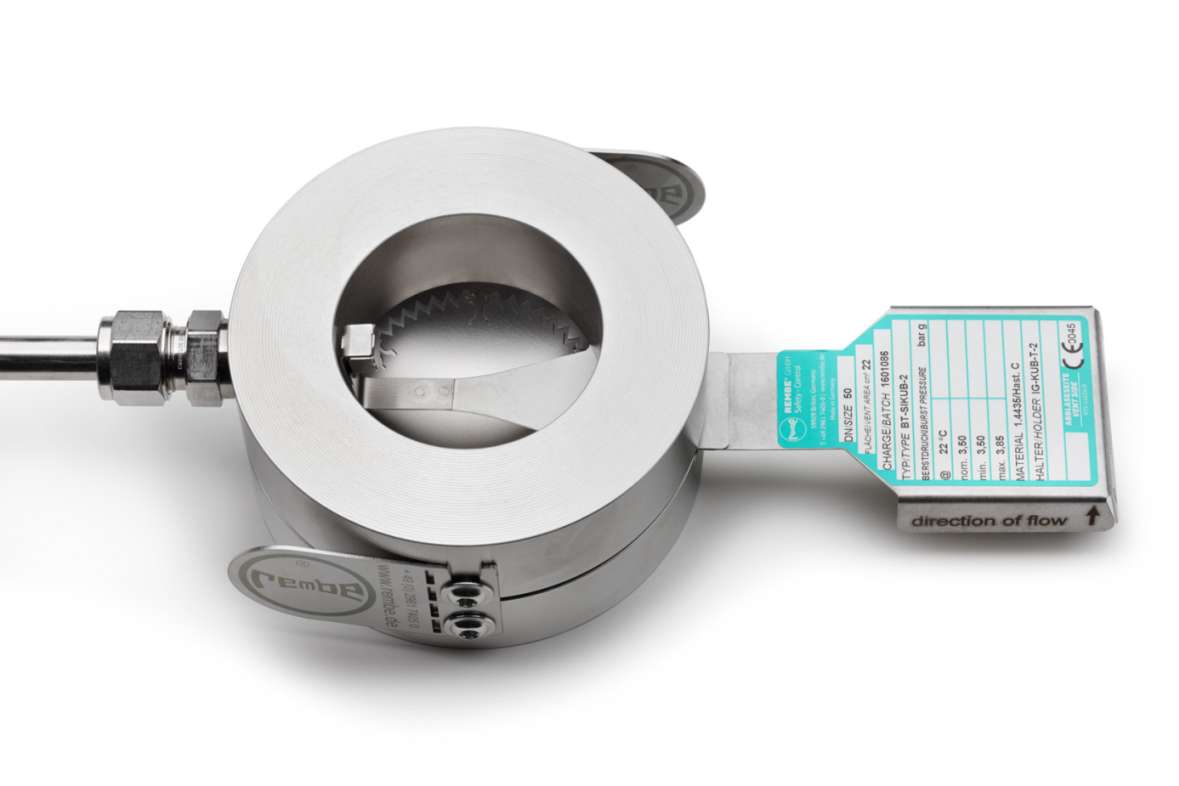
Für Anlagen mit rauen Betriebsbedingungen eignet sich der Signalgeber NIMU (Non-Invasive Monitoring Unit)). Das wiederverwendbare Überwachungssystem ist explizit für die schnelle Detektion einer Druckentlastung entwickelt worden. Der REMBE NIMU-Sensor ist in einer Sacklochbohrung im Auslassteil des Berstscheibenhalters installiert und kommt somit nicht in Kontakt mit dem Prozess respektive dem Prozessmedium, sodass er weder durch harsche Prozessbedingungen noch korrosive Medien beeinträchtigt wird und selbst unter den rauesten chemischen Betriebsbedingungen maximale Prozessdichtigkeit sicherstellt.
Der Signalgeber ist vollständig vom Prozess isoliert und eine potenzielle Leckage über etwaige Bohrungen oder sonstige konventionelle Signalisierungen nach dem Ansprechen der Berstscheibe wird verhindert – notwendig für Kunden in der Chemieindustrie, bei denen Leckagen nicht toleriert werden können und die Anforderungen an die Leckage nach gängigen Regelwerken, z.B. nach TA Luft, erfüllt werden müssen.
Des Weiteren können raue Betriebsbedingungen bei konventionellen Signalisierungen dazu führen, dass Signalgeber aktiviert wurden, wenn die Berstscheibe nicht angesprochen hat; das System ist weiterhin sicher, nur muss der Service die Einbaustelle entsprechend prüfen: Jeder unnötige Alarm führte zu unnötigen Kosten und Stillstandzeiten.
Darüber hinaus sind die konventionellen Membrandetektionssysteme zum einmaligen Gebrauch bestimmt, was mit zusätzlichen Ersatz- und Lagerkosten verbunden ist. Mit NIMU entfallen diese zusätzlichen Kosten auf Grund der gegebenen Wiederverwendbarkeit – die Gesamtzuverlässigkeit von Anlagen mit Druckentlastungseinrichtungen wird verbessert und gleichzeitig werden langfristige Ausgaben reduziert. Die „Hochleistungs-Signalisierung“ ist nicht nur nach dem Ansprechen der Berstscheibe sondern auch nach planmäßigen Wartungsarbeiten vollständig wiederverwendbar und ermöglicht somit eine einfache In-situ Funktionsprüfung; eine vereinfachte Wartung und eine reduzierte Stillstandzeit. Ein Muss in der Chemieindustrie, um die hohen Produktivitätsanforderungen zu erfüllen.

In Kombination mit der zur Verfügung stehenden Prozessleittechnik, oder gerne auch alternativ mit dem REMBE iQ Safety Cockpit, werden ungewollte Überdrücke schnell detektiert und ermöglichen dem Betreiber den Einsatz routinemäßiger Notfallmanagement-Protokolle.
REMBE iQ Safety Cockpit – Zentrale Visualisierung und Kontrolle
Das REMBE iQ Safety Cockpit bietet, ähnlich einem Prozessleitsystem, eine Übersicht der Systemzustände, die in Echtzeit auch mobil von jedem beliebigen Standort überwacht werden können. Zudem können Maßnahmenpläne/Workflows für jegliche Art von Prozessstörungen wie z.B. die Detektion einer potenziellen Zündquelle oder Störung einer Sicherheitskomponente vorgefertigt und zum jeweiligen Ereignis abrufbereit hinterlegt werden. Prozessrelevante Informationen werden nicht nur ausgewertet, sondern können auch automatisch via diverser Kommunikationskanäle (E-Mail, SMS, Pager, Anruf etc.) an relevante Personen verteilt werden. Ein mögliches Szenario wäre, dass im Fall einer Explosion der zuständige Sicherheitsbeauftragte per SMS auf sein Diensttelefon informiert wird, die Kameras im betroffenen Bereich aktiviert / in einen abweichenden Modus gesetzt werden und die Geschäftsführung eine E-Mail erhält. Zudem zeigt das REMBE iQ Safety Cockpit dem angemeldeten User an, welche Schritte als nächstes zu tun sind, um zurück zu einem Störungsfreien Betrieb zu gelangen oder eine sichere Umgebung nach einem Ereignis herzustellen.
So ist sichergestellt, dass im Falle einer Störung die gewünschten Abläufe eingehalten werden. Die Einsatz- und Ablaufszenarien des REMBE iQ Safety Cockpit sind individuell konfigurierbar, sowohl analoge als auch digitale Signale können verarbeitet werden.
Über REMBE – die REMBE Alliance stellt sich vor
REMBE verbinden die meisten Personen mit der REMBE GmbH Safety+Control, den Spezialisten für Explosionsschutz und Druckentlastung weltweit. Das Unternehmen bietet Kunden branchenübergreifend Sicherheitskonzepte für Anlagen und Apparaturen. Sämtliche Produkte werden in Deutschland gefertigt und erfüllen die Ansprüche nationaler und internationaler Regularien. Zu den Abnehmern der REMBE-Produkte zählen Marktführer diverser Industrien, darunter die Nahrungsmittel-, Holz-, Chemie- und Pharmaindustrie.
Das ingenieurtechnische Know-how basiert auf fast 50 Jahren Anwendungs- und Projekterfahrung. Als unabhängiges, inhabergeführtes Familienunternehmen vereint REMBE Expertise mit höchster Qualität und engagiert sich weltweit in diversen Fachgremien. Kurze Abstimmungswege erlauben schnelle Reaktionen und kundenindividuelle Lösungen für alle Anwendungen: Vom Standardprodukt bis zur Hightech-Sonderkonstruktion.
Neben der REMBE GmbH Safety+Control (www.rembe.de) mit ca. 280 Mitarbeitern weltweit, Hauptsitz in Brilon (Hochsauerland) sowie zahlreichen Tochtergesellschaften weltweit (Italien, Finnland, Brasilien, USA, China, Dubai, Singapur, Südafrika, Japan), firmieren vier weitere Unternehmen unter der Dachmarke REMBE:
- REMBE Research & Technology Center GmbH
- Die REMBE Advanced Services + Solutions GmbH
- Die REMBE Kersting GmbH
- REMBE FibreForce GmbH







