

Der Transport von Schüttgütern stellt hohe Anforderungen an die Antriebstechnik, weil Bänder und Antriebe meist rauen Umgebungsbedingungen ausgesetzt sind. Der Premium-Getriebehersteller Flender hat für dieses Branchensegment drei Standard-Baureihen auf Basis von Stirnrad- und Kegelstirnradgetrieben im Portfolio, die ihresgleichen suchen. Besonders bei der immer wichtigeren Wärmegrenzleistung konnte er nun nochmals um etwa 20 Prozent draufsatteln.
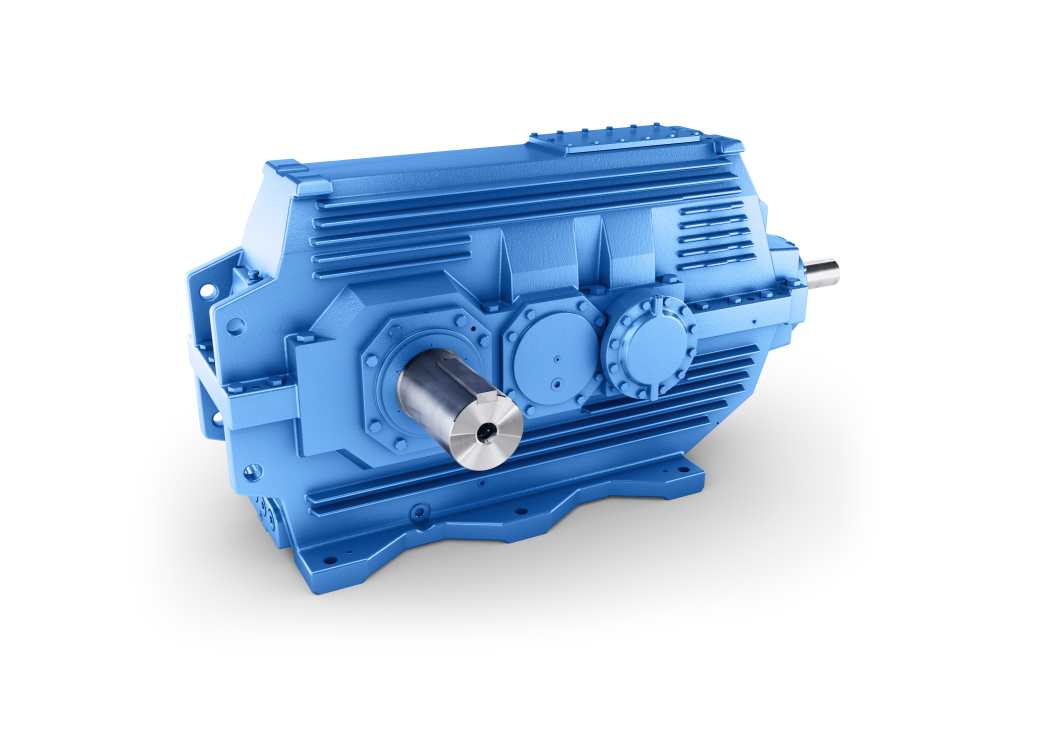
Die Schüttgut-Fördertechnik in der chemischen, pharmazeutischen und Lebensmittelindustrie aber auch bei der Gewinnung wertvoller Bodenschätze gewinnt weiter an Bedeutung. Zudem zeichnet sich ein Trend zu höheren Transportleistungen ab. Die große Herausforderung ist, dafür wirtschaftliche Antriebslösungen zu entwickeln. Wer Transportbänder für den weltweiten Einsatz in teils unwirtlichen Umgebungen baut, kennt die hohen Anforderungen. Entscheidend ist neben Leistungsfähigkeit und Qualitätsanspruch auch die Wärmegrenzleistung. Flender setzt deshalb sein jahrzehntelanges Know-how dafür ein, Getriebelösungen zu entwickeln, die einerseits eine geringe Verlustleistung aufweisen und andererseits hohe Leistungen übertragen können. Die B3SE-Getriebe erfüllen diese Forderung, ohne dass eine externe Kühlung notwendig ist. Es gibt sie standardmäßig in zehn Baugrößen und sie sind für Antriebsaufgaben mit sehr großen Leistungsaufnahmen – auch als Mehrfachantriebe – einsetzbar.
Bis zu 3000 kW ohne externe Kühlung
Die jüngste Generation dieser Stirnrad- und Kegelstirnradgetriebe, deren Markteinführung Flender 2019 auf breiter Ebene forciert, beweist, was alles möglich ist. Bis zum Bereich zwischen 2500 kW und 3000 kW ist abhängig von den Umgebungsbedingungen und der Getriebeausführung ein Verzicht auf externe Kühlanlagen möglich. Der Grund für deren außergewöhnlich hohe Wärmegrenzleistung ist eine weitere Effizienzsteigerung bei Wirkungsgrad und Wärmeableitung. Allein die Erweiterung der Gehäuseoberfläche in Verbindung mit der Neugestaltung der Luftleithaube mit drehrichtungsunabhängigem Lüfter sorgt für etwa 20 Prozent höhere Wärmeabfuhr.
Hinzu kommen Optimierungen in der Getriebegestaltung für weniger Verlustleistung, so dass sich mit den B3SE standardmäßig Drehmomente bis 490.000 Nm übertragen lassen. Dadurch gibt es in der Praxis Situationen, in denen wegen der hohen Wärmegrenzleistung der neuen Getriebe eine Baugröße kleiner gewählt werden kann als früher. Sofern die Mechanik es zulässt profitieren Anwender also von dieser technisch und wirtschaftlich besseren Lösung.
Prüfstand bestätigt Theorie und Praxis
So einfach sich das Resultat anhört, so pragmatisch ist die Entwicklung der neuen B3SE-Getriebe im Detail. Flender hat dafür in einen leistungsfähigen Prüfstand investiert, der die eigene Forschungs- und Entwicklungsabteilung intensiv unterstützt. Damit lassen sich Getriebelösungen bis zu einer mechanischen Nennleistung von bis zu 2000 kW unter realen Praxisbedingungen testen. Getriebe werden darauf thermisch analysiert, was auch im Fall der neuen B3SE-Getriebe zu den spürbaren Detailverbesserungen geführt hat.
Gleichzeitig liefert ein solcher Prüfstand die Grundlage, um Berechnungs- und Simulationsprogramme für Getriebe- bzw. Antriebslösungen auf ihre Konvergenz von Theorie und Praxis zu überprüfen. Auch diesbezüglich profitieren Anwender von der jahrzehntelangen Erfahrung des Getriebeherstellers. Denn ausgehend vom riesigen Standard-Getriebebaukasten können die Getriebeexperten so in kürzester Zeit applikationsspezifische Anpassungen vornehmen, was Anwendern den großen Vorteil kurzer Lieferzeiten gibt. Der hohe Grad an Standardisierung untermauert zusätzlich die Servicefreundlichkeit der Flender Getriebelösungen.
Einfache Getriebeauswahl durch elektronische Unterstützung
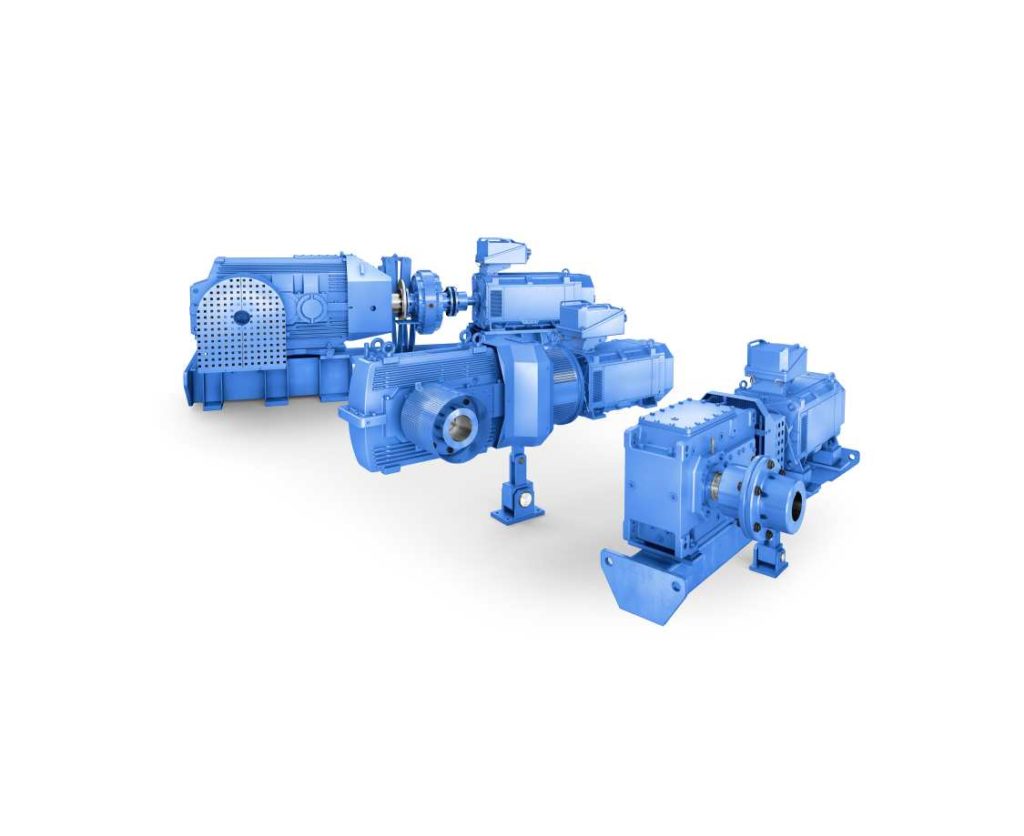
Ein Beispiel für Zusatznutzen in Verbindung mit Software ist die Nutzung von Konfiguratoren von Flender, mit dessen Hilfe die Antriebsstränge konfiguriert werden können. Der Getriebehersteller unterstreicht damit seine Kernkompetenz als Getriebebauer und Antriebsspezialist. Elektromotor, Kupplung, Getriebe, Kühleinrichtungen, Abstützung – alles muss perfekt miteinander harmonieren. Gedanklich ausgehend vom Förderband-Projekt sind die Flender-Spezialisten mithilfe von Software-Tools in der Lage, aus den unterschiedlichen Produktbaukästen bzw. dem Standardportfolio von Flender auszuwählen und so das Know-how des deutschen Getriebeherstellers auf die Ideen des Kunden anzuwenden. Entscheidender Vorteil: Antriebstechnische Gesamtlösungen lassen sich schnell entwickeln und mithilfe von 3D-Daten sowie Maßzeichnungen in die Konstruktionen der Kunden implementieren.
Dabei bilden die beschriebenen B3SE-Getriebe nur eine von vielen Lösungen aus dem Flender Repertoire, das extrem umfangreich, standardisiert und von applikationsspezifischen Optimierungen gekennzeichnet ist. Grundsätzlich werden drei Baureihen für die antriebstechnische Ausrüstung von Schüttgut-Förderbändern unterschieden. Neben den neuen Förderbandantrieben der E-Reihe, die selbst in besonders widrigen Umweltbedingungen ohne externe Kühlung auskommen, gibt es die extrem kompakte A-Serie sowie die Hochleistungsgetriebelösungen der H-Serie mit Drehmomenten bis 1,4 Mio. Nm und Leistungen bis zu 4500 kW. Allen gemeinsam ist, dass Anwender qualitätsmäßig von der jahrzehntelangen Erfahrung profitieren, und durch die hohe Fertigungstiefe des Premiumherstellers auch schnell projektspezifische Auslegungen möglich sind.
Von kompakten Plug-&-Play- bis zu Hochleistungs-Systemlösungen
Immer dann, wenn wenig Platz vorhanden ist, spielt die A-Reihe ihren größten Vorteil nämlich die kompakte Gesamtkonstruktion aus. Denn nicht jede Anlage bietet genug Platz für aufwendige Mess-, Ausricht- und Installationsarbeiten. Diese Getriebelösung, bestehend aus Motor, Kupplung und Getriebe, wird montagefertig geliefert und muss vor Ort nicht aufwändig ausgerichtet werden. Der Grund für ein solches Plug & Play ist das patentierte Self-Aligning-System, wodurch das Getriebe sehr einfach in der Handhabung ist. Es muss lediglich aufgesteckt und anschließend das Drehmoment über eine Drehmomentstütze abgefangen werden. Kurz gesagt: Flexibilität in punkto Standort, Montage, Platzverhältnisse und Inbetriebnahme ist der gemeinsame Nenner, der bei der Entwicklung der A-Serie im Vordergrund stand.
Die H-Getriebereihe für höchste Leistungen und Drehmomente wird im Vergleich dazu sehr applikationsspezifisch auf Grundlage von Standard-Komponenten entwickelt. 28 Baugrößen bieten dabei die wirtschaftliche und technische Flexibilität projektspezifisch das passende Gesamtpaket zusammenzustellen. Auch hierbei liefert das große Standardprogramm in Verbindung mit der großen Erfahrung von Flender wertvolle Unterstützung. Neben den Getrieben und Kupplungen baut das Unternehmen nämlich auch die Kühlanlagen selbst. Für Anwender hat das den Vorteil, dass bei projektspezifischer Auslegung einer Gesamtlösung nicht nur im Bereich Getriebe bzw. Verzahnung sowie bei der Drehmomentübertragung weitere Optimierungen vorgenommen werden können, sondern auch bei der thermischen Anpassung. Förderbänder arbeiten nicht selten in tropischer Hitze oder in sibirischer Kälte, weshalb perfekt aufeinander abgestimmte Gesamtlösungen eine der wichtigsten Voraussetzungen für die notwendige hohe Verfügbarkeit von Schüttgut-Förderbändern ist. Hinzu kommt: Luft- bzw. Wasser-Öl-Kühlsysteme eröffnen die Möglichkeit einer individuellen Druckschmierung für schnelldrehende Wälzlager oder hochbelastete Verzahnungen bzw. eines ausgeklügelten Ölmanagements.
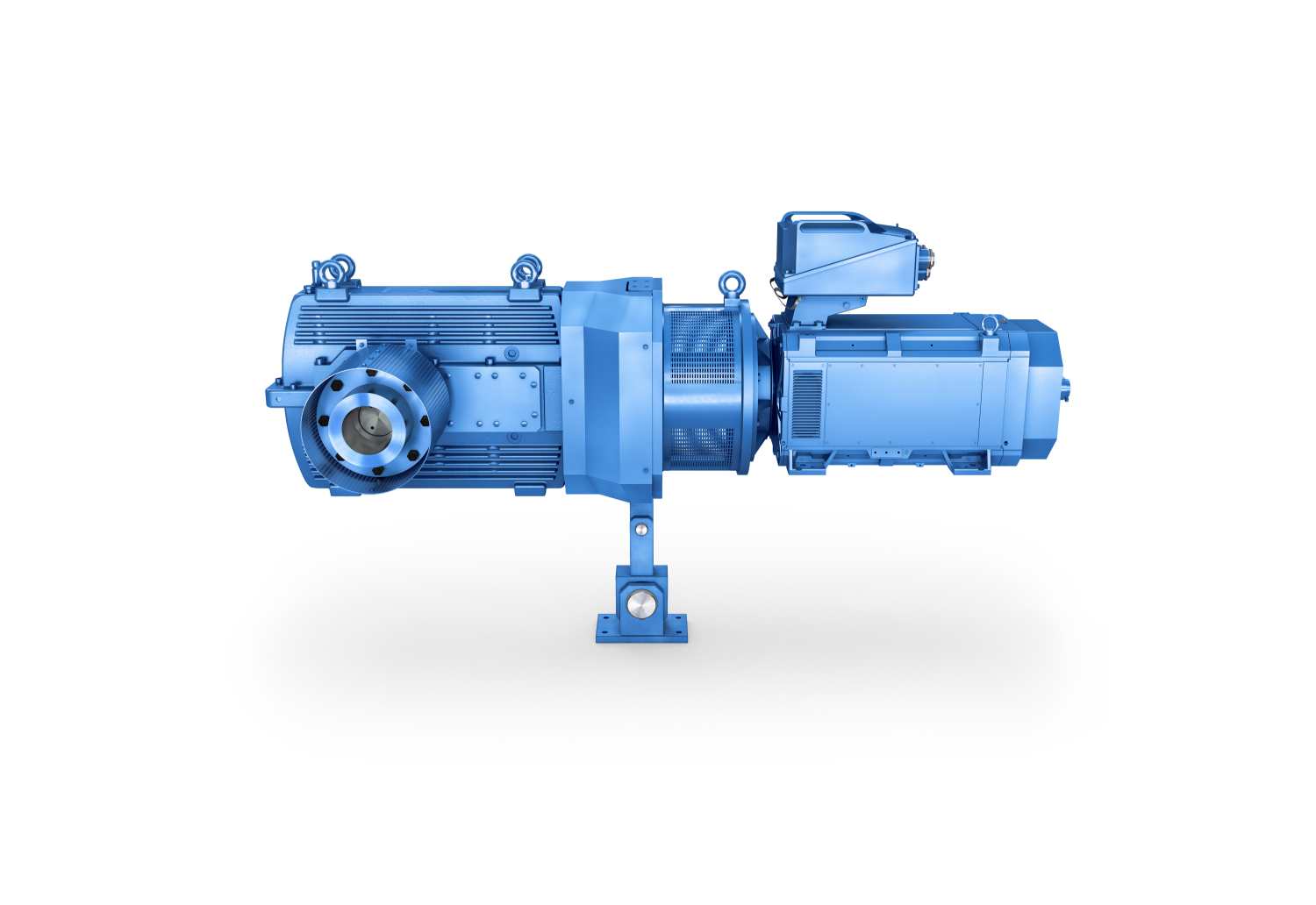
Auch bei der H-Serie spielt Plug & Play eine wichtige Rolle, so dass die kompletten Antriebslösungen auf Grundrahmen montiert, von Flender projektbezogen ausgelegt und einbaufertig geliefert werden. Das Standard-Portfolio für applikationsspezifische Antriebslösungen, die Flender weltweit liefern kann, ist äußerst umfangreich und damit einer der wesentlichen USP (Unique Selling Proposition) des Unternehmens: Kühl- bzw. Heizsysteme, aufgesetzte Schwungmassen, Bremssysteme, spezielle Luftfilter, Hilfsantriebe, Rücklaufsperren, Kupplungen mit und ohne Drehmomentbegrenzung, spezielle Wellendichtsysteme gegen Abrasionsschäden in staubiger Umgebung, Messsysteme, Condition Monitoring – und noch Vieles mehr.
Förderanlagen profitieren von Erfahrung, Qualitätsbewusstsein, Fertigungstiefe
Ziel des Getriebeherstellers Flender aus Bocholt ist es, seine jahrzehntelange Erfahrung im Getriebebau mit dem Branchenwissen von Anwendern in Einklang zu bringen. Ständige Detailverbesserungen sowie die stetige Optimierung des Standard-Getriebebaukastens bilden den Rahmen, von dem Anwender weltweit profitieren. Gerade bei Schüttgut-Förderanlagen, die meist rauen Umgebungsbedingungen ausgesetzt sind, zeigen qualitativ hochwertige und perfekt ausgelegte Antriebslösungen positive Auswirkungen in punkto Leistungsfähigkeit, Verfügbarkeit und Servicefreundlichkeit.
Die neue E-Serie der Förderbandantriebe mit einem hocheffizienten Kühlsystem und damit noch besseren thermischen Eigenschaften zeigt ein weiteres Mal, was alles möglich ist. Ergänzend dazu profitiert die Fördertechnik von den kompakten Standardgetrieben der A-Serie sowie der H-Serie für höchste Antriebsleistungen bis 4500 kW. Das bedeutet in der Praxis: Anwender können aus einem riesigen Sortiment an Standardlösungen auswählen und damit komfortabel projektieren. Mehr noch: Anforderungen, die über das „Normale“ hinausgehen, treffen in Bocholt auf Spezialisten, die auch dafür projektspezifische Antworten liefern.







