


Höhere Geschwindigkeiten und geänderte Anforderungen stellen Betreiber von Abfüllanlagen häufig vor besondere Herausforderungen. Je nach Flüssigkeit oder Schüttgut kommen Fässer, Kanister, Container oder andere Behälter zum Einsatz. Darüber hinaus sind Eigenschaften des abzufüllenden Materials Auslöser für viele weitere Entscheidungen: Welcher Explosionsschutz muss jetzt gegeben sein und wird zukünftig ein Reinraum benötigt? Insbesondere komplexe Anlagen für risikobehaftete Materialien benötigen ein durchdachtes und zukunftsorientiertes Konzept zur Gewährleistung konstanter Betriebssicherheit. Wer seine Abfüllanlagen aktuellen Sicherheitsstandards anpassen will, muss in regelmäßigen Abständen hinterfragen, ob ein Nachrüsten der bestehenden Anlage sinnvoll ist oder ob die Investition in einen Neubau notwendig wird.
Entscheidung von Fall zu Fall
Am Beispiel eines SMB-Kunden aus der Chemiebranche wird der Entscheidungsprozess deutlich. Das Unternehmen wollte seine halbautomatische Anlage für den Einsatz kleinerer Gebinde – in diesem Fall Stahlfässer – umrüsten lassen, um damit neue Kundenanfragen bedienen zu können. „Bei Betrachtung der Ausgangslage ist unserem sachkundigen Team sofort aufgefallen, dass neben den gewünschten Behältern weitere, wichtige Aspekte für den Anlagenumbau eine Rolle spielen“, berichtet Andreas Heckel, Geschäftsführer von SMB International. „Ist eine Anlage nämlich schon länger in Betrieb, entspricht sie möglicherweise nicht mehr den aktuellen Normen und Vorschriften. Sie würde heute in dieser Form nicht mehr genehmigt werden. Deswegen gehört neben dem Umbau auch die Anpassung an aktuelle Sicherheitsstandards zu den Aufgaben für unsere Kunden.“
Die Quickborner Ingenieure bewerteten zunächst die Möglichkeiten für eine Verlängerung der Anlagenlebensdauer. Mit neuen, zeitgemäßen Technologien kann alter Anlagenbestand sicher erhalten bleiben. Die Kosten bleiben so im Vergleich zur Neuanschaffung auf einem moderaten Level. „Wir entscheiden und kalkulieren von Fall zu Fall, welche Variante wir unseren Kunden empfehlen. „Ist die Mehrzahl der Anlagenkomponenten beispielsweise so sehr veraltet, dass Ersatzteile kaum oder gar nicht verfügbar sind, lohnt sich eine Retrofit-Maßnahmen dann auf lange Sicht nicht mehr“, so Andreas Heckel.
Bis zu 70 % der notwendigen Umbaumaßnahmen sind zwar möglich, für die meisten Projekte ist jedoch ein geringerer Anteil lohnenswerter. Mit 50 % an Komponenten, die ausgebaut, ausgetauscht, erweitert und mit neuer Sicherheitstechnik versehen werden mussten, stufte SMB die Anlage des Chemiekonzerns als Retrofit-geeignet ein. In enger Absprache mit dem Kunden entwickelte das Team um Andreas Heckel ein individuelles Konzept für zukünftige Anforderungen. Das Ziel: eine bedienerfreundliche, zukunftssichere Abfüllanlage mit modernsten Sicherheitsstandards und allen Funktionen, die dem Unternehmen zu einer Produktivitätssteigerung verhelfen.
Sicherheit
Zahlreiche Maßnahmen wurden ergriffen, um die veraltete Sicherheitstechnik auf den neuesten Stand zu bringen. Mit Lichtschranken und zusätzlichen Sensoren wurde die Arbeitssicherheit für Anwender stark erhöht. Das System kann sogar zwischen Gebinden und Personen unterscheiden – und hält bei Überschreiten der sicherheitsrelevanten Grenzen sofort an. Für höchsten Schutz sorgt außerdem die neue Inertisierungsstation. Hierbei wird durch Zugabe des Inertgases Stickstoff der Luftsauerstoff verdrängt. Das Entstehen einer explosionsfähigen Atmosphäre wird durch diese Maßnahme vermieden. Selbstverständlich wurden auch die Ex-Zonen 1 und 2 der Gefährdung entsprechend im gesamten Anlagenbereich eingerichtet und mit entsprechend zertifizierter Technik versehen.
Automatisierung
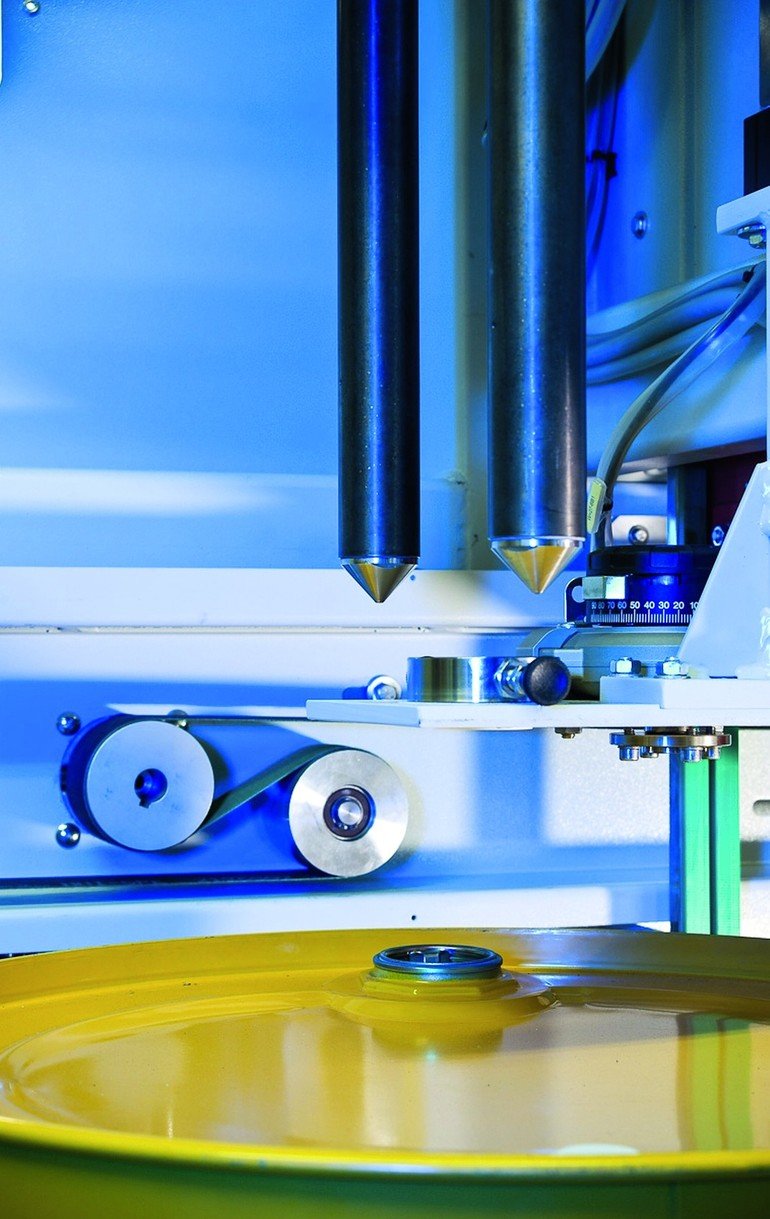
Die Technologien im Bereich der Abfüllanlagen und Befüllsysteme werden ständig weiterentwickelt. So hat SMB ein eigenes System für den automatischen Wechsel der Fülllanzen entwickelt, bei dem der Lanzen-Schnellverschluss pneumatisch gesteuert wird. Ein Kransystem nimmt über einen Kettenzug Fülllanzen auf und transportiert diese zur Füllstation. Die erweiterten Funktionen der Fülllanzen mit integrierten Füll-schläuchen und Kameraerkennung sorgten auch bei der Abfüllanlage für den Kunden für eine Prozessoptimierung. SMB integrierte außerdem eine neue Clinch-Einheit: Hier werden die Fässer automatisch mit Deckeln versehen und mit Klammern fixiert. Eine geeichte Waage stellt zudem sicher, dass die Produktmenge stets den exakten Vorgaben entspricht und die Ware verkaufsfertig die Produktionsstätte verlässt. Die halbautomatische Anlage wurde mit dem Einbau dieser Komponenten sogar vollautomatisiert.
Die gesamte von SMB installierte Fördertechnik ist optimal auf die Gebinde abgestimmt und ermöglicht einen ebenso sicheren wie schnellen Prozessvorgang. Ein anwenderfreundliches Bedienportal rundet die Erweiterungen der Anlage ab. Ohne Einschränkungen und ohne das bisherige manuelle Eingreifen, zum Beispiel beim Aufschrauben der einzelnen Fässer, können Anwender nun mit sehr geringem Aufwand den gesamten Abfüllprozess steuern.
Nach dreiwöchiger Umbauphase und einer erfolgreichen Funktionsprüfung (FAT: Factory acceptance test) konnte das Chemieunternehmen die Anlage wieder in Betrieb nehmen. Mit der finalen Abnahme erfolgte eine kundenspezifische Dokumentation mit Ersatz- und Verschleißteillisten sowie mechanischen Zeichnungen einzelner Baugruppen. „Wir legen auch nach der Inbetriebnahme sehr großen Wert auf die Zufriedenheit unserer Kunden. Daher erstellen wir die Dokumentation nach kundenspezifischen Standards und stehen jederzeit bei Fragen – und bei Bedarf auch für Schulungen und Wartungsverträge – zur Verfügung“, so Heckel. „Um individuelle Anlagen in kurzer Zeit am eigenen Standort entwickeln zu können, haben wir uns für eine hohe Fertigungstiefe entschieden.“ Auch kleinere Komponenten wie Abfülllanzen fertigen die Quickborner in den eigenen Produktionshallen. Sollten Kunden Ersatzteile benötigen, sind diese besonders schnell verfügbar. Auch dies ist ein Faktor, den Unternehmen bei der Entscheidungsfindung „Retrofit oder Neubau“ beachten sollten.
Suchwort: cav0817smb
Autor : Stefan Wesenberg
Projektleiter,
SMB International








