


Die Schwachstellen bei lineargetriebenen Armaturen sind in erster Linie die Stopfbuchse und die Sitzgarnitur. Diese Bauteile sind besonders von Verschleiß oder Verschmutzung durch das Medium betroffen. Mit der Linearmesskupplung (LMK) von Wesa-Control mit bidirektionalem Messverfahren werden die Hubarmaturen im Betrieb geprüft. Die LMK ist besonders geeignet, Fehler direkt an der Sitzgarnitur und der Stopfbuchse zu messen. Bisher konnten solche Fehler im Betriebszustand nicht erfasst werden. Für die Messung wird die Linearmesskupplung mit einer Spannvorrichtung und einer Aufnahmekonsole in die Wirkrichtung der Antriebskraft eingebaut. Die LMK ist nun gekuppelt und bildet so eine verlängerte Antriebswelle, die mit der Ventilspindel verbunden wird.
Messungen im Betrieb
Sitz und Kegel unterliegen je nach Prozessbedingungen einem Verschleiß, hervorgerufen durch Kavitation oder Korrosion. Auch Verunreinigungen, die mit dem fließenden Medium wie ein Sandstrahlgebläse wirken, können an der Sitzgarnitur Schaden anrichten. Die dringlichste Aufgabe ist es also, kleinste Veränderungen gegenüber dem Neuzustand zu messen. Genau das ist die Aufgaben der LMK. Bei den Stopfbuchsen besteht die Gefahr, dass sie zu fest angezogen werden, verhärten oder die Reibungskraft, aus welchen Gründen auch immer, nachlässt. Alle diese Veränderungen werden mit der Linearmesskupplung gemessen. Die bidirektionale Messung zeigt also die Reibungskraft der Stopfbuchse in der Auf- und Zu-Bewegung an. Selbst im Stillstand wirkt die Reibungskraft auf die LMK, und so wird ein Messergebnis geliefert, das der Auswertung dient. Sehr hohe oder niedrige Reibungskräfte der Stopfbuchse beeinflussen ihre Dichtigkeit und die Schließfähigkeit der Sitzgarnitur. Da aber beide Werte voneinander unabhängig gemessen werden, ist eine Zuordnung und Fehleranalyse möglich. Korrekturen sind mit den Schließkräften für eine einwandfreie Funktion jetzt immer gegeben.
Auswertung der Messwerte
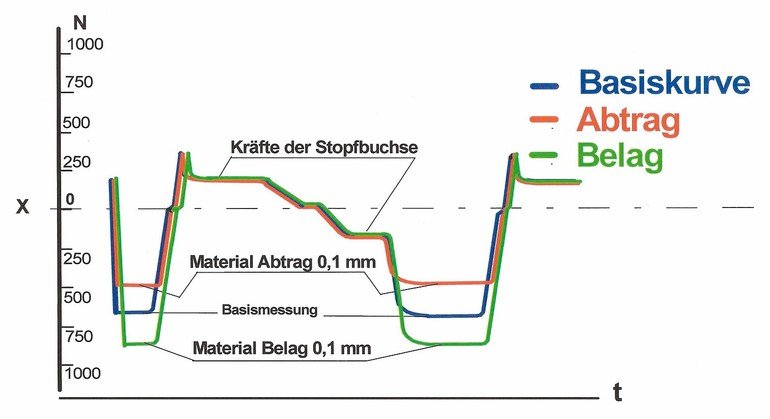
Mit der Spannvorrichtung wird eine definierte Schließkraft auf die Sitzgarnitur gegeben. Die Linearmesskupplung misst die Schließkraft, die als Basiskraft festgelegt wird. Diese definierte Kraft kann nun durch Abtrag oder Belag oder durch die Kräfte der Stopfbuchse beeinflusst werden. Je nach gemessener Abweichung von der Basiskurve lassen sich die Fehler zuordnen. Die Grafik zeigt die Basiskurve (blaue Kurve) im Neuzustand der Armatur und zwei Betriebskurven. Die rote Kurve zeigt, dass die Stopfbuchse keine Veränderung hat. Im Schließvorgang allerdings ein Abtrag von 0,1 mm entstanden ist. Die 0,1 mm haben das Messergebnis erheblich verändert (650 N auf 490 N). Die grüne Kurve zeigt einen Belag von 0,1 mm an, wobei ebenfalls die Schließkraft erheblich verändert wurde. (650 N auf 810 N).
Dies ist nur ein kleiner Überblick der bidirektionalen Messmethode für Hubarmaturen. Kleinste Veränderungen haben eine sehr hohe Auflösung im Messbereich. Dadurch ist eine frühe Fehlererkennung möglich. Für Hubarmaturen ist damit der Grundstein gelegt, dass eine qualitative und intensive Überwachung gewährleistet wird. Armaturenhersteller und Betreiber profitieren von der neuer Messmethode. Schäden lassen sich vermeiden und Standzeiten erhöhen.
Anbausatz für jede Antriebsart
Ein Anbausatz wird für jede Antriebsart und entsprechende Armatur angefertigt. So können auch die unterschiedlichsten Messbereiche und Messschwerpunkte bestimmt werden. Mit einer Auswerteeinheit lassen sich sehr komfortabel die Messergebnisse auswerten und darstellen. Temperaturkompensationen werden so auch per Software übernommen.
Die LMK-Messmethode und die angewendete Laufzeitmessung würden in einer zusammengefassten Messeinrichtung einen Quantensprung in der Armaturendiagnostik ergeben. Es ist kein Widerspruch, sondern eine Ergänzung, wenn die bisherige Laufzeitmessung mit der LMK-Messmethode kombiniert wird. Beide Messungen in der Synthese bieten enorme Vorteile für die Betreiber von Hubarmaturen.
Suchwort: cav0119wesacontrol
Autor: Franz Saal
Geschäftsführer,
Wesa-Control








