
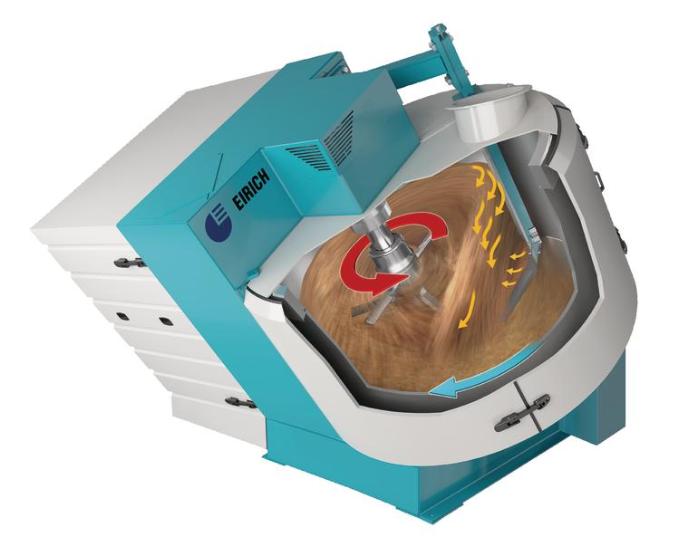


Mischsysteme sind zumeist für eine einzige Aufgabe ausgelegt. Sie mischen, granulieren, coaten, kneten oder dispergieren. Dabei bewegen die Mischwerkzeuge üblicherweise das Mischgut und erfüllen so ihre Aufgabe. Anders beim Eirichmischer: Hier wird das Mischgut durch einen drehenden Behälter transportiert und so dem Mischwerkzeug zugeführt. Daraus ergeben sich ganz spezielle Eigenschaften, die dazu führen, dass diese Intensivmischer sowohl mischen als auch granulieren, coaten, kneten und dispergieren können.
Autor Dr. Peter Nold Marketing, Maschinenfabrik Gustav Eirich
Die letzte Entwicklungsstufe des Eirichmischers hat Wirbler als Mischwerkzeuge, in Baugrößen von 1 bis 3000 l ein Wirblerwerkzeug, in größeren Mischern mehr. Charakteristisch für dieses Mischsystem ist, dass der Wirbler nur zwei kleine Bodenabreinigungsmesser braucht, um den Boden des Mischbehälters ansatzfrei zu halten. Dies ermöglicht u. a. hohe Werkzeuggeschwindigkeiten (mit entsprechend hohem Leistungseintrag) und auch das Mischen abrasiver Stoffe.
Das Mischprinzip unterscheidet sich deutlich von anderen Mischsystemen. Das Mischwerkzeug kann sehr schell laufen und erreicht Geschwindigkeiten >30 m/s. So sind Betriebszustände mit Froudezahlbereichen von >50 möglich. Der Leistungseintrag in die Mischung kann gezielt dem Mischgut – und das Werkzeug der jeweiligen Aufgabe – angepasst werden: Mischen, Granulieren, Coaten, Kneten oder Dispergieren. Während einer Umdrehung des Mischbehälters ergeben sich 100 % Materialumwälzung, was Entmischungsvorgänge verhindert. Verschiedene Konsistenzen sind in ein und demselben Mischer verarbeitbar. Flüssigkeiten lassen sich einfach untermischen, meist ohne Eindüsen. Bereits nach kurzen Mischzeiten lassen sich hohe Mischgüten nachweisen. Zudem ist das Scaling-up vergleichsweise einfach.
Für den Anwender bedeutet dies, dass Materialien jeder Art und Konsistenz schnell und in hoher Qualität aufbereitet werden. Da der Mischer besser verteilt, können oft Bindemittel- und Additivmengen reduziert werden. Und auch der Verschleiß ist gegenüber anderen Mischern deutlich reduziert. Daraus resultiert eine höhere Verfügbarkeit – bei Kontimischern in der Aufbereitung von Eisenerz ist z. B. ein monatelanger Dauerbetrieb ohne Unterbrechung möglich.
Eirichmischer kommen häufig dann zum Einsatz, wenn einfachere Systeme ihre Grenzen erreichen, eine sehr hohe Produktqualität erreicht werden soll oder man mehrere Prozessschritte in ein Aggregat verlegen will.
Anwendungsbeispiel: Feststoffdünger
Im Eirichmischer sind grundsätzlich zwei Verfahrensstufen möglich, zum einen die Aufbaugranulation aus pulvrigen Bestandteilen, und zum anderen die Granulaterzeugung aus einem feuchten/nassen Agglomerat unter Zugabe von Trockenstoff. Anlagen werden oft so ausgeführt, dass beide Möglichkeiten gefahren werden können. Die Aufbauagglomeration läuft im Batch-Prozess, mit einer Chargenzeit von beispielsweise fünf Minuten. Die (teilweise mehr als 20) Rohstoffe werden in den Mischer chargiert; nach kurzem Trockenmischen wird Flüssigkeit zugegeben. Die Granulierflüssigkeit kann Wasser oder eine Salz-lösung sein, das Aufmahlen der Salze auf Granulierfeinheit entfällt dann. Ebenso ist es möglich, Prozessschlämme oder Filterkuchen aus Nassmahl- oder Recyclingprozessen zuzusetzen. Die Zugabe erfolgt im Bereich der Wirblerwelle; was dort aufgegeben wird, wird sofort eingezogen und innerhalb von Sekunden im Mischgut verteilt. Soll das Granulat zusätzlich gecoatet werden, wird gegen Ende der Granulation Feststoff zugegeben. Wenn die Rezeptur die Einleitung von Heißdampf verlangt, ist auch dies unproblematisch; durch das sofortige Untermischen werden lokale Überhitzungen zuverlässig vermieden.
Durch die Geschwindigkeit des Mischwerkzeuges und des drehenden Mischbehälters können Granulatgröße und Größenverteilung in weiten Grenzen beeinflusst werden. Die Anlagen sind damit zum einen vielseitig nutzbar; unterschiedliche Produkte können in einer Anlage produziert werden. Zum anderen sind die Anlagen zukunftssicher; Änderungen in Art und Konsistenz von Rohstoffen verlangen keine Anlagenänderungen.
Ein marktführender deutscher Düngemittelhersteller hat sich 2014 entschieden, seine neue Produktionsanlage für NPK-Dünger mit acht Eirichmischern zu betreiben. Auch bei der Produktion organischer Düngemittel oder Bodenverbesserer ist diese Technik wirtschaftlich, da auch faserige Komponenten sehr gut eingebunden werden.
Bleipastiermassen
Zur Herstellung von Bleipastiermassen zur Beschichtung von Elektroden für Bleiakkus werden Bleioxid und Schwefelsäure gemischt. Bei der chemischen Umsetzung entsteht Wärme, die abgeführt werden muss. Im sogenannten Vakuummischer (Evactherm-Verfahren) wird durch Anlegen von Unterdruck eine Verdampf-ungskühlung bewirkt. Durch einen Rückflusskühler auf dem Mischer wird verdampfendes Wasser wieder in den Mischer zurückgeleitet.
Dank der abgeschlossenen, umweltfreundlichen Vakuumtechnik können vorgewählte Temperaturkurven gefahren werden, mit denen eine Steigerung der Beladungsfähigkeit der Massen erreicht wird. Es gibt keine lokalen Überhitzungen, die maßgeblich für Qualitätsprobleme verantwortlich sind. Die Massen haben eine konstant hohe Qualität.
Verbunden mit der Tatsache, dass Fahrzeugfunktionen (wie Fensteröffnen) auch in kleineren Fahrzeugen zunehmend automatisiert werden, werden zunehmend stärkere Akkus verlangt, und in der Folge weltweit ständig neue Produktionslinien für Bleiakkus mit dieser Technik aufgebaut.
Katalysatoren und Li-Ionen-Akkus
Bei der Aufbereitun g von keramischen Massen für Katalysatoren werden die trockenen Rohstoffe zunächst gemischt. Dann wird unter Zugabe von Flüssigkeit der hochplastische Zustand angefahren und bei hohen Werkzeuggeschwindigkeiten intensiv geknetet. So gelingt es, Prozesszeiten von mehreren Stunden in Knetern auf unter zehn Minuten im Eirichmischer zurückzufahren. Die Massen erweisen sich als homogener als die mit Kneter aufbereiteten.
Auch bei Li-Akkus werden mehrere bisherige Verfahrensschritte in eine Maschine verlagert. Im Unterschied zur gängigen Verfahrensweise wird nicht die flüssige Phase vorgelegt und der Feststoff in diese eingebracht, sondern umgekehrt: Der Trockenstoff wird vorgelegt, gemischt und dann unter Zusatz von wenig Flüssigkeit in die plastische Phase überführt und intensiv geknetet. So wird eine optimale Benetzung der Aktivmaterialien, Leitruße und Additive sichergestellt. Wenn die gewünschte Aufschlussgüte erreicht ist, wird weiter Flüssigkeit zugegeben, bis die für die Verarbeitung erforderliche Konsistenz erreicht ist. Es ergeben sich deutlich verkürzte Aufbereitungszeiten von mehreren Stunden auf 5 bis 15 Minuten, und dank des besseren Aufschlusses der Ausgangsstoffe weitere Vorteile, wie verbesserte Leitfähigkeit und Hafteigenschaften der Beschichtung auf den Ableiterfolien.
prozesstechnik-online.de/cav0115425
Unsere Webinar-Empfehlung

Die Websession „Wasserstoff in der Chemie – Anlagen, Komponenten, Dienstleistungen“ (hier als Webcast abrufbar) zeigt technische Lösungen auf, die die Herstellung und Handhabung von Wasserstoff in der chemischen Industrie sicher machen und wirtschaftlich gestalten.
Ob effizienter…
Teilen:







