

Den Effekt von resonant angeregten Schwingungen kennt jeder von Brückenkonstruktionen, die sich durch Windeinfluss bis an die Zerstörungsgrenze aufschwingen können. Ähnlich spektakuläre Folgen haben Resonanzschwingungen auch im industriellen Bereich. Mit einem Condition-Monitoring-System kann der Schwingungsverlauf allerdings beobachtet und frühzeitig, bevor ein Schaden entsteht, eingegriffen werden.
Im Rahmen einer Schadensbegutachtung an einem Zuluftventilator eines großen Pharmazieherstellers bot sich vor Ort ein Bild der Zerstörung und Verwüstung (Bild 1). Beide Stehlager der Ventilatorwelle waren abgerissen und weggeschleudert worden. Die 65 mm starke Welle war an beiden Seiten des Ventilatorrades um etwa 30° abgeknickt. Das Ventilatorrad selbst war am linken und rechten Ansaugkonus angelaufen, hatte diese komplett zerstört und war selbst völlig verbeult. Alle Keilriemen waren gerissen. Um es auf einen Nenner zu bringen – Totalschaden am Aggregat. Doch was war passiert?
Anzeige

Die Überwachung von Pumpen in industriellen Prozessen ist weit mehr als eine reine Schutzmaßnahme für das Pumpenaggregat. Neben der präventiven Wartung und...
Ein wichtiger Anhaltspunkt war der Hinweis des Betreibers, dass die Havarie beim Anfahren des Ventilators eintrat. Da nebenan ein baugleicher Ventilator in Betrieb war, bestand die Möglichkeit, ein so genanntes Bode-Diagramm bzw. eine Hochlaufkurve aufzunehmen. Bei dieser Messung wird die Amplitude der drehfrequenten Schwingung als Funktion der Drehzahl aufgezeichnet. Ursache für drehfrequente Schwingungen ist in der Regel eine Unwucht am Rotor. Die Messung zeigte einen Verlauf, der die entscheidenden Indizien für die Rekonstruktion des Havarieverlaufes lieferte. Bei ca. 1130 min-1, und damit unterhalb der Betriebsdrehzahl von 1300 min-1, zeigte sich ein plötzlicher Anstieg der drehfrequenten Schwingungsamplitude auf mehr als 80 mm/s, der oberhalb dieser kritischen Drehzahl wieder abrupt abfiel. Der Signalverlauf entspricht damit genau dem Verhalten eines Rotors beim Durchlaufen seiner 1. Biegeeigenschwingung. Typisch ist neben dem markanten Anstieg der drehfrequenten Schwingung vor allem die Phasendrehung um 180°.
Damit war klar erkennbar, dass nur eine Rotor-Resonanz die tiefere Ursache für die Havarie gewesen sein konnte. Eigentlicher Auslöser jedoch dürfte eine erhöhte Unwuchtigkeit des Ventilatorrades gewesen sein. Diese Unwucht hätte bei Betriebsdrehzahl durchaus noch zulässig sein können, verursachte aber bei Resonanzdurchgang eine zu große Schwingungsanregung – mit fatalen Folgen für das Aggregat.
Konstruktive Maßnahmen
Wie hoch die Resonanzüberhöhung der Schwingung ist, hängt dabei im wesentlichen von der Dämpfung des Rotors ab und von der Verweilzeit im resonanznahen Bereich. Schwere Rotoren wie Turbinenläufer von großen Dampfturbinen, benötigen mehr Zeit, um sich zu hohen Schwingungsamplituden aufzuschaukeln als beispielsweise leichte Ventilatorräder. Ein zügiges Durchfahren der Resonanzstelle ist also neben einem optimalen Auswuchtzustand des Rotors eine entscheidende Bedingung, um unzulässige Schwingungen in Resonanznähe zu vermeiden.
Will man die Resonanzstelle des Rotors verschieben, sind in jedem Fall konstruktive Änderungen erforderlich. Die Veränderung der Steifigkeit, der Masse oder des Lagerabstands sind hierbei die wichtigsten Parameter. Meistens sind solche Maßnahmen aber aus Kostengründen kaum möglich. Bei drehzahlgeregelten Aggregaten muss als zusätzliche Maßnahme zumindest der resonanznahe Drehzahlbereich in der Umrichtersteuerung gesperrt werden.
Online-Überwachung
Besser als die konstruktive Anpassung des Rotors ist die Überwachung während des Betriebes. So entschied sich der Anwender im vorliegenden Fall – nicht zuletzt durch den Maschinenschaden – zur Installation eines Online-Condition-Monitoring-Systems. Die steigenden Anforderungen hinsichtlich der Maschinen- und damit Prozessverfügbarkeit war hierbei der Hauptmotivator. Daneben stand aber auch der Arbeitsschutz im Vordergrund. Das Durchführen von Handmessungen stellte im Bereich eingehauster Ventilatoren ein permanentes Risiko für das Instandhaltungspersonal dar. Eine weitere Begründung aber auch zugleich Anforderung an das zukünftige Onlinesystem stellte der ständig schwankende Schwingungszustand bedingt durch prozessabhängige Drehzahlregelung der Aggregate dar.
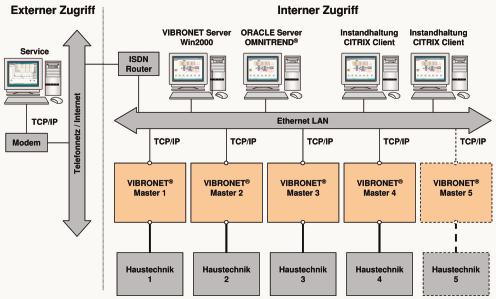
Für diese Aufgabenstellung wurde das System Vibronet Signalmaster von Prüftechnik Condition Monitoring ausgewählt. Bild 2 zeigt die Anordnung des Signalmasters. Die wichtigsten Eckdaten bezüglich des Gesamtumfangs des Online-Systems sind:
- Online-Überwachung von 46 Lüftern und 15 Pumpen
- 172 Online-Schwingungsmessstellen (Schwingungs- und Lagerüberwachung)
- 42 Drehzahlmessstellen
- 49 Alarmstatis werden an vorhandene Gebäudeleittechnik übergeben
- 4 Signalmastereinheiten
Als Standard-Netzwerkteilnehmer liefern alle Signalmaster-Einheiten via TCP/IP-Protokoll ihre Messdaten an einen Oracle-Server. Die Visualisierung und Auswertung der Messdaten wird mit der PC-Software Omnitrend realisiert. Die Software bietet umfangreiche Werkzeuge und Hilfsmittel zur treffsicheren Zustandsdiagnose der überwachten Anlagen. Omnitrend stellt in der Produktphilosophie ein wichtiges Element dar. Diese Software versteht sich als Plattformlösung für die Off- und Online-Produkte von Prüftechnik. Dies ist gerade bei gemischten Überwachungskonzepten (Einsatz von Handmessgeräten und Online-Überwachungen) sehr positiv. Alle beteiligten Messsysteme liefern ihre Messdaten an ein und dieselbe Auswerte-Software. In Bild 2 ist auch ein externer Zugriff realisiert, durch den bei Bedarf z. B. Diagnoseunterstützung eines externen Experten hinzugeholt werden kann, ohne dass hohe Kosten für eine entsprechende Anreise und Vor-Ort-Anwesenheit entstehen. Außerdem bietet Prüftechnik in Form von Systemwartungsverträgen auf Wunsch auch die entsprechende Pflege eines Online-Systems aus der Ferne an.
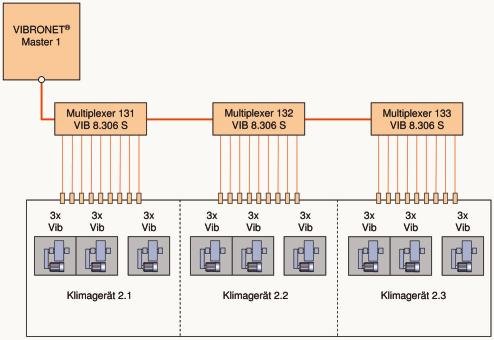
Minimaler Verkabelungs- aufwand
In Bild 3 ist die strukturelle Anordnung eines Vibronet-Signalmasters zu sehen. Über eine Stringleitung werden in Reihe alle entsprechenden Vibronet-Multiplexer angeschlossen. Dieses Verkabelungskonzept stellt sich in Bezug auf das notwendige Investbudget hinsichtlich der Feldmontage als sehr vorteilhaft dar. Um auch den Verkabelungsaufwand zwischen Multiplexer und Maschine bzw. Messstelle klein zu halten, werden diese möglichst nahe an die relevanten Aggregate gebaut. So entstehen durchschnittliche Leitungslängen von 10 m zwischen Multiplexer und Beschleunigungsaufnehmer. Das von diesem Aufnehmer gelieferte Rohsignal der Schwingbeschleunigung stellt die Basis zur Ermittlung aller relevanten Auswerteverfahren. Begonnen bei der Laufruhebeurteilung nach DIN 10816-3 der Schwinggeschwindigkeit bis hin zur komplexen Wälzlageranalyse durch das Hüllkurvenverfahren, können alle Methoden mit einem Beschleunigungsaufnehmer abgedeckt werden. Andere Prozessparameter wie z. B. Temperaturen, Drücke, Drehzahlen oder Luftmengen können selbstverständlich auch über die Multiplexer im Feld gemessen oder direkt als bereits vorhandene Prozessgröße an den Signalmaster übergeben werden. Prozessbedingte Schwankungen der Beschleunigungswerte werden bei Bedarf automatisch im Signalmaster – durch Verrechnung mit den zugehörigen Prozessparametern – normiert und somit auswertbar und diagnosetauglich gemacht.
Sämtliche gemessene und damit überwachte Messgrößen sind mit entsprechenden Warn- und Alarmgrenzen versehen. Bei Erreichung oder Überschreitung dieser Grenzwerte werden über digitale Alarmausgänge im Vibronet-Signalmaster Statusmeldungen an das vorhandene Leitsystem übergeben.
Somit kann mit diesem Online-System lückenlose Zustandsüberwachung der Prozessmaschinen und damit Schadensfrüherkennung betrieben werden, um solch spektakuläre Maschinenschäden zu vermeiden. Damit gehören ungeplante Maschinenstillstände und Produktionsausfälle der Vergangenheit an.
Halle 24, Stand D29
cav 425
Mehr zu den Produkten von Prüftechnik
Condition Monitoring auf der Hannover Messe
Unsere Webinar-Empfehlung

Die Websession „Wasserstoff in der Chemie – Anlagen, Komponenten, Dienstleistungen“ (hier als Webcast abrufbar) zeigt technische Lösungen auf, die die Herstellung und Handhabung von Wasserstoff in der chemischen Industrie sicher machen und wirtschaftlich gestalten.
Ob effizienter…
Teilen:







