

Beim 3D-Druck werden dreidimensionale Bauteile durch schichtweises Auftragen von Material entgegen der Gravitationsrichtung erzeugt. Der Schichtaufbau erfolgt durch die computergesteuerte Generierung von 3D-CAD-Bauteildaten, bei dem ein in der Regel feines Pulver mithilfe einer Energiequelle, meist einem Laser, ortsselektiv aufgeschmolzen wird. Anschließend wird erneut Pulver aufgegeben, der Laser startet wieder mit dem Aufschmelzen an den vorgegebenen Positionen und verbindet die darunterliegende Schicht. Als Materialien können Metalle, Kunststoffe, Keramiken, Kunstharze, Carbon und Graphitmaterialien zum Einsatz kommen.

Die Überwachung von Pumpen in industriellen Prozessen ist weit mehr als eine reine Schutzmaßnahme für das Pumpenaggregat. Neben der präventiven Wartung und...
Der 3D-Druck wird immer dann angestrebt, wenn drei Gegebenheiten vorliegen: eine komplexe geometrische Struktur, eine geringe Stückzahl und ein hohes Maß an Individualisierung. Das ist beispielsweise auch der Fall, wenn Maschinen zu reparieren sind, deren komplizierte Ersatzteile nicht mehr verfügbar sind. Das zuvor dreidimensional konstruierte Bauteil wird durch die direkte Umsetzung der Daten in ein physisches Bauteil überführt. Gegenüber herkömmlichen spanabhebenden Fertigungsverfahren werden keine Vorrichtungen, keine Gussteile und kein produktspezifisches Werkzeug benötigt. Je nach Einsparung des Bauteilvolumens bzw. Wegfall von Materialabtrag lässt sich im Vergleich zu einem materialabtragenden Prozess der Ressourceneinsatz reduzieren (Quelle: VDI Zentrum Ressourceneffizienz). Das Verfahren erzeugt die mechanisch-technologischen Eigenschaften während des Herstellungsprozesses. Zudem können komplexe Strukturen geschaffen werden, die nicht durch einen konventionellen Herstellungsprozess möglich sind. Somit erhöht sich beim 3D-Druck die Wirtschaftlichkeit mit steigender Komplexität der Bauteilgeometrie und sinkender Stückzahl.
Pulver konditionieren
Für den 3D-Druck wird zunächst ein Pulverbett mit hinreichend guter Packungsdichte eingestreut. Mithilfe genau gesteuerter Energieeintragung verschmelzen Partikelkollektive zu Zielstrukturen. Überschüssiges Pulver wird entfernt und idealerweise aufbereitet, um für weitere Lagenaufbauten zur Verfügung zu stehen. Die Partikel müssen hinreichend stabil sein und Partikelgrößen, Schüttdichten und Schüttgutrheologien müssen weitgehend erhalten bleiben. Andererseits müssen die Arbeitsschritte schnell aufeinander folgen, um die Wirtschaftlichkeit sicherzustellen. Diese Vorgänge werden weitgehend mit saugpneumatischen Förderungen bewerkstelligt, was vergleichsweise hohe Fördergeschwindigkeiten bedingt und die Erzeugung von Abrieb begünstigen kann. Daher müssen die eingesetzten Polymerpulver hervorragend konditioniert sein.
Ähnliche Aufbereitungsprobleme liegen auch beim 3D-Lasermikrosintern aus Metallpulver vor. Der Auftrag des Pulvers im Pulverbett geschieht durch eine Rakel. Dieser Vorgang gestaltet sich oft zeitaufwendig. Die Fließeigenschaften der eingesetzten Pulver haben großen Einfluss auf die Homogenität des Pulverbettes. Die Pulver müssen möglichst freifließend vorliegen. Daher sind sphärische Partikelformen anzustreben und enge Korngrößenverteilung. Agglomerate sind zu eliminieren, da ansonsten flächige oder linienförmige Fehlstellen im Bauteil entstehen. Anhaftungen am Rakelwerkzeug sowie der Bearbeitungsplattform sind störend, aber nur schwer zu vermeiden. Die meisten eingesetzten Metallpulver weisen eine Partikelgröße kleiner 10 µm auf und verhalten sich kohäsiv.
In der Praxis werden die Pulver zuweilen konditioniert, indem sie mit nanofeinen Additiven beschichtet werden. Diese Vorgänge finden vorteilhaft in Präzisionsmischern oder im Wirbelschichverfahren statt. So werden Anhaftungen und ungewollte Agglomerationen vermieden und die Fließfähigkeit der Pulver wird verbessert – sie werden dadurch automatisierbar gemacht.
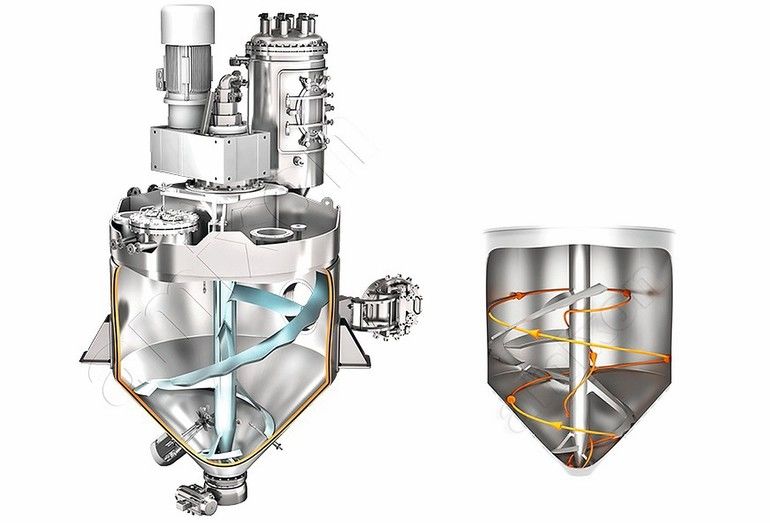
Konus-Mischtrockner und -Reaktor
Mischer, Vakuumtrockner und Synthesereaktoren von Amixon wie der Konus-Mischtrockner und -Reaktor AMT verrichten in der Pulvermetallurgie und in der Polymeraufbereitung wichtige Funktionen. Eine nanofeine Ummantelung jeder einzelnen Partikel lässt sich erreichen, wenn der Beschichtungswerkstoff als schwache Lösung oder Suspension vorliegt und mikrofein ins Pulver eingemischt wird. Das bedeutet, dass das Pulver gleichmäßig durchfeuchtet wird; jeder Partikel muss vollständig benetzt sein. Wird die Flüssigphase anschließend herausgetrocknet, liegt eine gleichmäßige Beschichtung jeder Einzelpartikel vor. Der Trocknungsvorgang sollte bestenfalls unter Vakuumanregung besonders schnell und schonend stattfinden.
Zur Lösung eines solchen Verfahrensschrittes kommt der Konus-Mischtrockner AMT zum Einsatz, in dessen Zentrum ein wendelartiges Mischwerkzeug rotiert. Dies erzeugt
eine Totalverströmung der Mischgüter, indem es die Produkte in der Peripherie aufwärts fördert, um sie der Schwerkraft folgend im Zentrum herabfließen zu lassen. Der Verströmungsvorgang vollzieht sich – völlig totraumfrei – bei geringer Drehfrequenz und minimalem Scherstress für die Partikel. Alle Partikel befinden sich permanent in Relativbewegung zueinander und durchströmen den gesamten Mischraum. Die Verdunstung der Flüssigphase wird durch Erwärmung der Pulver begünstigt. Nicht nur die Wandungen des Mischraumes sind doppelmantelig gefertigt. Auch die Mischwerkwelle, die Arme des Mischwerkzeuges und die Wendel sind als Doppelmantel ausgeführt und von einem Thermalfluid (Thermalöl, Wasser oder Dampf) im geschlossenen Kreislauf durchflossen.
Fast 100 %ige Restentleerung
Eine sehr gute Chargenabgrenzung ohne Quervermischung ist im Sinne einer genauen Chargenverfolgung und Qualitätssicherung von großer Bedeutung. Dies wird im Konus-Mischtrockner AMT erfüllt. Der konisch gefertigte Mischraum und die konvex gefertigte Wendel lassen die Mischgüter entmischungsfrei und restlos ausfließen.
Zuweilen sollen sehr geringe Mengen extrem leichter Fließhilfsmittel wie pyrogenes Siliciumdioxid mit einer Schüttdichte von 150 g/dm³, einer Partikelgröße von 10 µm und einer spezifischen Oberfläche von 350 m²/g homogen und schonend in die Pulver eingemischt werden. In der Praxis kann es passieren, dass ein unerwünschtes Aufschwimmen dieser Leichtfraktion auf dem Pulver stattfindet. Dann wäre der Mischvorgang massiv behindert – zumal die Vermischung schnell und extrem schonend stattfinden soll. Denn die Fließhilfsmittel sind nur dann wirksam, wenn sie sanft und homogen eingemischt sind, keineswegs aber zerrieben werden. Amixon stellt praxiserprobte Lösungen zur Verfügung.
Keramische Beschichtungen
Keramikbeschichtungen werden vorgesehen, wenn der Mischer oder der Mischtrockner während des Mischens die Pulver von jeglichem Metallabrieb freihalten muss. Ähnlich lauten die Lösungsansätze, wenn die Pulver besonders abrasiv sind und dem vorzeitigen Verschleiß der Mischwerkzeuge entgegenzuwirken ist. Nahezu jede Aufbereitungsmaschine, die Amixon fertigt, ist ein Prototyp – zum Teil in winzigen aber entscheidenden Nuancen auf die Anforderungskriterien des Anwenders abgestimmt.
Amixon GmbH, Paderborn

Autor: Ludger Hilleke
Technischer Leiter und Mitglied der Geschäftsleitung,
Amixon








