


Pulverförmige Rohstoffe zeichnen sich durch ihre inhomogene Struktur und eine sehr hohe Variantenvielfalt im Verhalten auf. Will man sie in definierte Kornbandbereiche bei höchster Trennschärfe zerlegen, sind Know-how und moderne Technik gefragt. Um die richtige Lösung für das jeweilige Siebproblem zu finden, bedarf es umfangreicher Vorversuche mit möglichst großen Mengen.
Es gibt eine ganze Reihe von Faktoren, die das Fließverhalten von Pulver und damit den Siebvorgang beeinflussen: Korngröße, Korngrößenverteilung, Partikelform und -oberflächenstruktur, Porosität, Schüttgewicht bzw. Stampfdichte und Feuchte gehören dazu. Je weniger fließfähig, desto siebschwieriger ist das Produkt. Das Fließverhalten ist auch entscheidend für die Durchsatzleistung und Trennschärfe und damit ein wesentlicher Faktor zur Beurteilung der Güte des Siebverfahrens. Als siebschwierig gelten auch Produkte mit geringem Schüttgewicht, hoher Produktfeuchte, stark variierender Kornform und Oberflächenstruktur sowie kleiner Korngröße.
Anzeige

Die Überwachung von Pumpen in industriellen Prozessen ist weit mehr als eine reine Schutzmaßnahme für das Pumpenaggregat. Neben der präventiven Wartung und...
Will man die Fraktionierqualität beurteilen, muss man die am Siebprozess beteiligten Komponenten betrachten, besonders das Siebgewebe. Es ist mit runden, quadrat- und trapezförmigen Geometrien erhältlich. Eckige Geometrien sind in den Randbereichen scharfkantiger, was zu einer Verschiebung des Kornspektrums bei bruchempfindlichen Produkten führen und das Verhalten der Partikelkörner in der Masche beeinflussen kann.
Siebe und Siebarten
Neben Metalldrähten in unterschiedlichen Varianten stehen Kunststoffsiebgewebe zur Wahl. Auch Lochblech in verschiedenen Maschengeometrien, quadratisch oder rechteckig gewebt, ist im Einsatz. Im Bereich von Blechsieben stehen Langloch-, Quadratloch-, Rundloch- und gedrückte, sogenannte Conidur-Bleche zur Wahl. Bei Letzteren bleibt das durchgedrückte Stück Blech als scharfkantige Erhöhung übrig. Die gedrückte Struktur kann durch das Siebgewebe fließende Luftströme beeinträchtigen und die scharfen Kanten können durch Störung der Kornstrukturen die Siebung beeinflussen.
Metallische Gewebe haben eine höhere Spannung und damit ein geringes Flatterverhalten. Darunter versteht man die Bewegung des Siebgewebes in der vertikalen Ebene durch die Erregung des Gewebes oder der Rahmenteile. Kunststoffsiebe haben ein hohes Flatterverhalten. Die Elektrostatik hat ebenfalls Einfluss auf die Wahl des Siebgewebes. Elektrostatische Ableitungen durch an den Siebrahmen angebrachte Kupferlitzen verhindern das Festhalten von feinen Partikelstrukturen an der Oberfläche der Siebe oder in den Siebmaschen. Kunststoffgewebe können die Elektrostatik in der Regel nicht ableiten, sofern keine elektrostatischen Leitwirkungen durch Zusätze in dem Kunststoffgewebe eingebracht wurden. Die elektrostatische Wirkung ist umso höher, je feiner das Siebgut ist.
Am wichtigsten: das Siebverfahren
Den größten Einfluss auf die Siebung hat das Siebverfahren. Man unterscheidet zwischen Langhub-, Taumel-, Vibrations-, Rotations-, und Vibrations-Rotations-Siebanlagen. Die Verfahren können durch die Überlagerung von Siebrahmen und -gewebe mit einer Ultraschallerregung ergänzt werden. Die Erregung der Siebe erfolgt durch die Bewegung der Siebmaschine in unterschiedlichen Richtungen.
Bei der Langhubsiebung sind die Siebe bei einer Eindeckermaschine hintereinander angeordnet. Die Größe der Siebfläche ergibt sich aus der Breite und Länge des Siebweges. Ein wichtiger Faktor ist darüber hinaus die Länge der Hubbewegung innerhalb einer Ebene, d. h. die Wegdifferenz zwischen den beiden Umkehrpunkten im horizontalen Bereich. Weitere Faktoren sind die Neigung des Siebgewebes und die Wahl der Siebabreinigung. Dazu können Kunststoffbälle, Bürstendreieckskörper oder auch Ultraschall eingesetzt werden. Der Siebeinleger besteht aus einem oben liegenden durchgehenden Siebgewebe und einem darunter angeordneten Bodenblech mit Dreiecksreitern. Diese segmentieren die Siebfläche in einzelne Bereiche, in denen die Reinigungskörper angeordnet sind. Die Intensität der Erregung dieser Reinigungskörper bestimmt, wie schnell sich das Siebgewebe zusetzt bzw. ob das Siebgewebe im kontinuierlichen Betrieb freigehalten werden kann.
Bei der Langhubsiebung weisen die Produktströme eine wellenförmige Bewegung über das Siebgewebe auf. Längliche Partikel können sich aufgrund der meist niedrigen Frequenz der Partikelerregung nur in geringem Maße senkrecht aufstellen und somit in länglicher Form durch das Siebgewebe fließen. Die Partikel werden sehr schonend über das Siebgewebe geführt. Der lange Siebweg ermöglicht eine hohe Trennschärfe und einen, bei guter Einstellung, geringen Fehlkornanteil. Die Zuführung des Siebgutes erfolgt nicht zentrisch, sondern am Beginn des Siebtroges. Die einzelnen Fraktionen werden hintereinander von fein zu grob angeordnet, sodass das Aufgabegut eine Rampe auf dem Siebgewebe bildet, die sich zum Ende des Siebweges hin reduziert. Der Siebweg kann mit einer Mehrdeckerlösung verlängert werden. Klemmsysteme gewährleisten schnelle Siebwechsel bzw. -kontrollen.
Bei der Taumelsiebmaschine weist der gesamte Siebtrog eine elliptische Bewegung auf. Jede Ebene des Siebtroges hat eine spezifische Siebmaschenweite. Die vertikale Anordnung der Siebe übereinander gewährleistet die Trennung in Fraktionen. Die zentral aufgegebenen Siebgüter wandern von der Mitte zum Randbereich. Durch die Rundsiebanordnung sind auf engem Raum große Siebflächen realisierbar. Die Werte für die Trennschärfe sind ähnlich wie bei der Langhubsiebung, wobei längliche Partikel aufgrund der Bewegung vermehrt senkrecht aufstehen und zu einem etwas höheren Fehlkornanteil führen können. Beeinflussende Parameter sind auch die Drehfrequenz der Taumelbewegung, die Größe der Siebdurchmesser sowie die Wahl der Siebhilfsmittel zur Freihaltung der Siebgewebe.
Bei durchgehenden Sieben können Siebrisse höhere Kosten verursachen. Daher ist die Segmentierung der Dreieckssiebe in Tortenstücke sinnvoll. Kontrolle und Ersatz der Siebe sind relativ aufwendig. Taumelsiebmaschinen weisen hohe Siebflächen auf engen Platzverhältnissen auf.
Bei der Vibrationssiebung, ausgeführt als Rundvibrations- oder auch Längsvibrationssiebe, werden die Siebe und der Siebrahmen über starke Vibratoren erregt. Einfluss darauf haben die Stärke der Vibration sowie die Anordnung der Vibrationsplatten innerhalb der Vibratoren, die je nach Einstellung zu unterschiedlichem Wurfverhalten des Siebgutes auf dem Siebgewebe führen können. Bei der kurzhubigen und damit hochfrequenten Sieberregung stellen sich besonders längliche Partikel vermehrt senkrecht auf und können als Fehlkorn durch die Siebgewebe fließen. Allerdings weisen die Vibrationssiebmaschinen oftmals einen höheren Durchsatz auf. Beengte Platzverhältnisse können sehr gut mit dieser Technik gelöst werden. Das Verfahren ist besonders für Produkte mit höherer Schüttdichte und gröberen Partikelstrukturen sehr effizient.
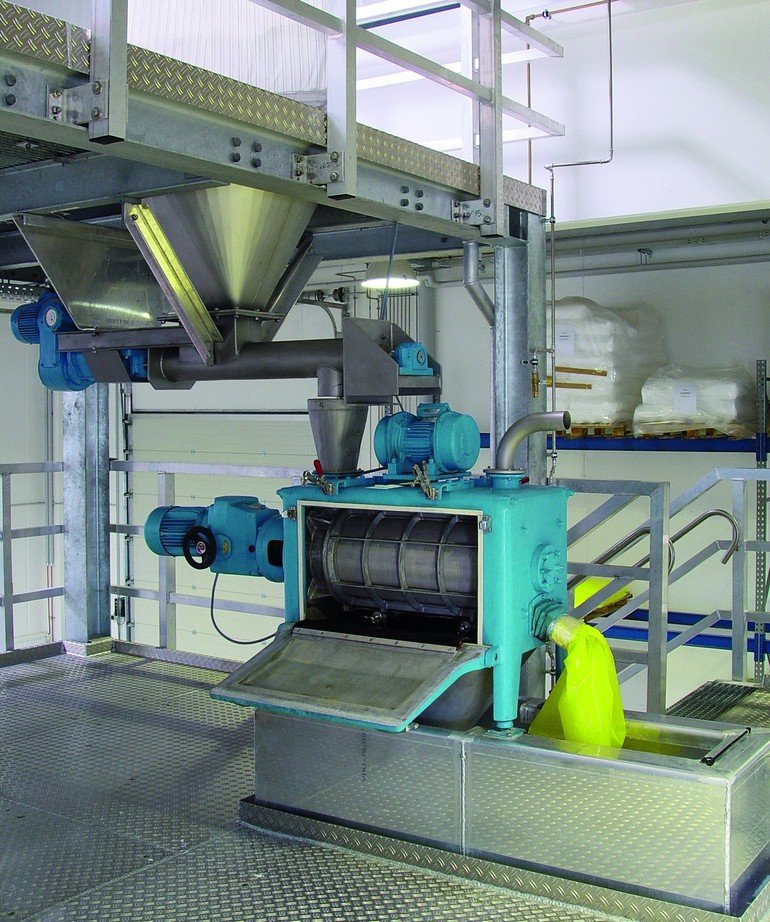
Völlig anders verhält es sich bei Wirbelstrom- oder auch Vibrations-Rotationssiebanlagen. Bei diesen Systemen werden Siebzylinder oder auch -halbschalen verwendet. Das Siebgewebe wird hierbei in eine Trägerstruktur gespannt. Zylinder weisen ein höheres Flatterverhalten gegenüber Halbschalen auf. Tendenziell lassen sich auch hier Kunststoff- und Metallgewebe miteinander kombinieren.
Aufgrund der gekrümmten Form des Siebgewebes ist die offene Siebfläche geringer als bei den horizontal angeordneten Siebgeweben. Die Geometrie der Drähte wirkt sich hierbei verstärkt gegenüber den horizontalen Sieben in der Durchsatzleistung und Trennschärfe aus. Grundsätzlich wird das Siebgut über eine Dosierschnecke in den Siebzylinder gefördert. Der vordere Teil der Welle wird als Schnecke und der hintere Teil als Mehrflügel-Mischeinsatz ausgeführt. Je nach Ausführung variieren die Erregung und damit das Verhalten des Siebgutes. Rotationssiebanlagen werden gerne für Schutzsiebungen eingesetzt. Hierbei wird meist zwischen zwei Fraktionen unterteilt. Die Überkornfraktion tritt am Ende des Siebzylinders aus und kann durch das Einstellen einer sogenannten Stauscheibe und dem damit gebildeten Fließspalt beeinflusst werden. Sobald dieser Spalt geschlossen wird, kann ein Partikel nur bei entsprechend kleiner Kornstruktur das Sieb passieren. Besonders wenn man lose Agglomerate erwartet, kann eine Desagglomeration mit der Schutzsiebung kombiniert werden. Rotationssiebanlagen weisen kleine Bauformen auf. Bei Vibrations-Rotationssiebanlagen wird die Erregung der Siebhalbschalen durch die Wirbelflügel noch durch eine starke Vibration überlagert. Besonders i sehr leichte und zum Schmieren neigende Produkte lassen sich hiermit gut sieben.
Die richtige Wahl der Dosierung
Auch Höhe und Güte der Dosierung über Dosierschnecken oder Vibrationsrinnen entscheiden über die Siebqualität. Hierbei sollte das Sieb zu 70 % ausgelastet werden. Dies ist aber von Produkt und Verfahren abhängig und sollte stets durch Siebversuche getestet werden.
Vorversuche sind bei der Vielzahl der Parameter prinzipiell zu empfehlen. Ebbecke Verfahrenstechnik, seit vielen Jahren im Bereich der Lohnsiebung tätig, verfügt über ein breites Portfolio an Anlagen dafür. Die Siebanlagen Planoscreen und Planodry sind eigen entwickelt und für die kontaminationsfreie Siebung und auch zur Trocknung unter Stickstoffatmosphäre oder einer Druckkaskade ausgelegt. Darüber hinaus setzt das Unternehmen Systeme anderer namhafter Hersteller ein und ist zudem in den Bereichen Lohnmischung, -granulierung, -trocknung und -pastillierung tätig.
www.prozesstechnik-online.deSuchwort: cav0116ebbecke
Axel Ebbecke
Vorstand,Ebbecke Verfahrenstechnik
Unsere Webinar-Empfehlung

Die Websession „Wasserstoff in der Chemie – Anlagen, Komponenten, Dienstleistungen“ (hier als Webcast abrufbar) zeigt technische Lösungen auf, die die Herstellung und Handhabung von Wasserstoff in der chemischen Industrie sicher machen und wirtschaftlich gestalten.
Ob effizienter…
Teilen:







