





Die in der Farben- und Lackherstellung gängige Dissolvertechnologie geht bis auf die 1930er-Jahre zurück und hat sich in den vergangenen Jahrzehnten nur wenig verändert. Die Dissolverscheibe dient gleichzeitig dem Mischen, Dispergieren und dem Eintragen pulverförmiger Rohstoffe in die Flüssigkeit, wobei sich die Leistung der Maschine auf den gesamten Behälterinhalt verteilt. Da die Scheibe nur eine sehr geringe Scherwirkung erzeugt, benötigt sie zum Dispergieren hohe Viskositäten, was einem effektiven Pulvereintrag entgegenwirkt. Das Prinzip des Scheibenrührers behindert zudem die vertikale Durchmischung. Der Pulvereintrag mittels Trombe bringt sehr viel Luft ins Produkt, was nicht nur die Dispergierwirkung reduziert, sondern auch Additive erforderlich macht. Diese Faktoren und die schwankenden Dispergierergebnisse machen die Produktion energieaufwendig, langsam und ineffizient.

Die Überwachung von Pumpen in industriellen Prozessen ist weit mehr als eine reine Schutzmaßnahme für das Pumpenaggregat. Neben der präventiven Wartung und...
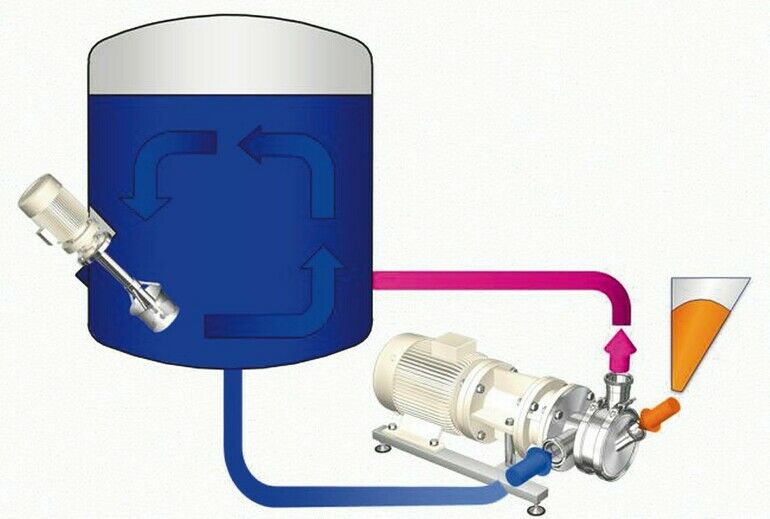
Um die Effizienz der Produktion zu erhöhen, muss die Intensität der Dispergier- und Pulverbenetzungsprozesse deutlich erhöht werden. Bei modernen Verfahren erfolgt die Dispergierung nicht mehr im gesamten Behälter, sondern außerhalb, auf sehr kleinem Raum und in kürzester Zeit im Kreislaufprozess. Im Behälter findet gleichzeitig eine permanente homogene Durchmischung statt.
Agglomerate vermeiden
Inline-Dispergiertechnologien auf Basis der Vakuumexpansion beim Pulvereintrag erzielen eine vollständige Desagglomeration und Benetzung der Partikel innerhalb von Mikrosekunden. Mühlen werden nur im Ausnahmefall benötigt. Die im Pulver enthaltene Luft wird durch das Saugvakuum direkt in der Benetzungs- und Dispergierzone um ein Vielfaches expandiert, wodurch sich die Abstände zwischen den Partikeln enorm vergrößern. Die Partikel werden vereinzelt und fluidisiert. Die Maschine erzeugt eine spezifische Flüssigkeitsoberfläche von etwa 1 Mio. m2/min. Das ist mehr als die zu benetzende Pulveroberfläche und etwa 10 000 mal so viel wie bei einem Dissolver. Pulver und Flüssigkeit kommen erst in der Benetzungskammer in Kontakt – unter maximalem Vakuum und maximaler Turbulenz. In der Dispergierzone haben die Pulverpartikel den größtmöglichen Abstand zueinander und können so vollständig einzeln benetzt und dispergiert werden.
In der Inline-Dispergiermaschine Conti-TDS von Ystral konzentrieren sich die Prozesse des Benetzens und Dispergierens in einer Dispergierzone mit einem effektiven Volumen von nur etwa 1/4 l. Verglichen mit einem im Behälter betriebenen Dissolver erzeugt ein solcher Inline-Dispergierer eine etwa 30 000-fach höhere volumenspezifische Leistung. Über ein Rotor-Stator-System baut der Inline-Dispergierer zugleich tausendfach höhere Scherkräfte auf. Die Verweilzeit ist extrem kurz, sodass auch nur ein Bruchteil der Energie benötigt wird.
Kein zusätzlicher Lufteintrag
Ein weiteres Problem der Dissolvertechnologie ist der Lufteintrag. Dieser erfolgt zum einen durch die Pulverstoffe selbst. Leichte Pulver kommen auf einen Volumenanteil von über 90 % Luft. Wird diese Luft zusammen mit den Pulverpartikeln dispergiert, entsteht Mikroschaum. Gibt man das Pulver von oben in einen offenen Behälter zu, bilden sich zudem Tromben, über die zusätzlich Luft eingetragen wird.
Bei den neueren Verfahren wird das Pulver deswegen extern im Kreislauf direkt in die Flüssigkeit eingesaugt. Es kommt weder zur Trombenbildung noch wird zusätzliche Luft eingetragen. Bei einer Pulverbenetzung im Vakuumexpansionsverfahren mit einem Rotor-Stator-System wird die im Pulver enthaltene Luft durch die Zentrifugalwirkung des schnell laufenden Rotors von der deutlich schwereren Dispersion abgetrennt und koalesziert zu großen Luftblasen. Diese werden dann zusammen mit dem Flüssigkeitsstrom zum Prozessbehälter gefördert, wo sie leicht entweichen können.
Effiziente Mischtechnologie
Moderne Leitstrahlmischer setzen auf eine Prozessintensivierung und eine lokale Konzentration der Maschinenleistung, indem sie eine turbulente Mikromischzone in ihrem Mischkopf mit einer nahezu turbulenzfreien vertikalen Makrovermischung des gesamten Behälterinhalts kombinieren. Aufgrund der in dieser Mikromischzone erzeugten Turbulenz benötigen solche Mischer zunächst mehr Leistung als ein einfacher konventioneller Rührer. Da sich die Mischzeiten bei einem Leitstrahlmischer jedoch je nach Produkt bis zu 90 % reduzieren, beträgt der Energiebedarf trotz zwei- bis dreifach höherer Leistung weniger als ein Drittel und das Produkt ist am Ende des Mischprozesses tatsächlich vollständig homogen durchmischt – ohne ungemischte Zonen und Sedimente. Unabhängig von der Batchgröße und dem Füllstand im Behälter werden gleichbleibende Ergebnisse erzielt. Leitstrahlmischer können von oben, von unten oder von der Seite in einen Behälter eingebaut werden.
Im Durchschnitt sparen Prozesse mit Inline-Dispergierern zum Pulvereintrag und Leitstrahlmischern etwa zwei Drittel der bisher benötigten Energie. Bei der Herstellung von Pigmentpasten, bei denen auf den Einsatz einer Mühle verzichtet werden kann, fallen die Einsparungen sogar noch deutlich höher aus, bei weißer Pigmentpaste sind es 85 %, bei schwarzer sogar 90 %.
Bessere Ausnutzung der Rohstoffe
Im Vakuumexpansionsverfahren können Pulverstoffe staub- und verlustfrei verarbeitet werden, während bei einer Zugabe des Pulvers über eine Schütte mit Absauganlage immer Feststoff verloren geht. Zudem kann aufgrund des besseren Partikelaufschlusses die Menge der eingesetzten Rohstoffe reduziert werden. Bei Wandfarben kann die Titandioxidmenge bei gleicher Farbstärke sowie gleichem Deckvermögen um bis zu 8 % reduziert werden, bei Druckfarben liegt die Ersparnis noch höher.
Hinzu kommt, dass Pulverstoffe in einer für das Produkt optimalen Reihenfolge benetzt und dispergiert werden können. Bei einem Dissolverprozess muss aufgrund der dabei erforderlichen hohen Viskosität zunächst einmal das Verdickungsmittel eingetragen werden. Hierdurch wird nicht nur die Benetzung sehr feiner Pulver behindert. Da Verdickungsmittel im Lack- und Farbbereich häufig scherempfindlich sind, werden zu Prozessbeginn eingetragene Verdicker während des Prozesses unkontrolliert abgebaut, weshalb sie überkonzentriert zugegeben werden müssen. Beim Inline-Dispergieren per Vakuumexpansion ist ein Pulvereintrag in Flüssigkeiten sowohl bei hohen als auch bei niedrigen Viskositäten möglich – niedrige Viskositäten beschleunigen den Prozess hier deutlich. Das Verdickungsmittel wird erst am Ende hinzugegeben.
Netzmittel, die im Dissolverprozess für eine Verringerung der Oberflächenspannung eingesetzt werden, können bei einer Inline-Dispergierung unter Vakuum komplett eingespart werden. Mit Entlüftern und Entschäumern können zudem zwei weitere Additive reduziert werden, die bei einem konventionellen Dissolverprozess eingesetzt werden müssen. In einem geschlossenen, sauberen Prozess mit einem Pulvereintrag unterhalb des Flüssigkeitsspiegels kann auch die Keimbelastung im Produkt drastisch reduziert werden, was den Einsatz von Bioziden verringert. Weitere Einsparungen ergeben sich bei der Reinigung aufgrund der Ausführung gemäß den Regeln des Hygienic Designs.
Die Vorteile rechnen sich
Die Fertigungszeiten werden bei einem In-
line-Dispergierer, der im Kreislauf an einem Prozessbehälter mit verbautem Leitstrahlmischer betrieben wird, drastisch verkürzt: Harze können in einem Fünfzigstel der Zeit gelöst und die Produktionszeiten insgesamt um mehr als 80 % gesenkt werden. Bei der Herstellung von gelben Pigmentpasten werden Zeiteinsparungen von 88 % erreicht, bei weißen und schwarzen ist sogar eine Batchzeitverkürzung um 94 % möglich.
Zudem ist eine Reduzierung der Produktionskosten um 90 % und mehr möglich. Bei der Herstellung von Automobillacken sinken die Kosten auf unter 8 %, bei lösemittelbasierten Flexodruckfarben sowie Primern und Füllern zur Möbelherstellung sogar auf unter 5 %. Über einfache Kreislaufprozesse hinaus kann die Anlageneffektivität bei Twin-Tank-Konzepten, bei denen ein Inline-Dispergierer statt an einem im Wechsel an zwei Prozessbehältern betrieben wird, um 60 bis 100 % gesteigert werden.
Firma mit Firmierung, Ort

Autor: Dr. Hans-Joachim Jacob
Senior Expert Process and Applications,
Ystral








