

Die Interpack in Düsseldorf ist als internationale Leitmesse stets auch Barometer für die aktuelle Wirtschaftslage und die Stimmung in der Verpackungsbranche. Dementsprechend fällt auch das Resümee von Karl Schäuble aus: „Wirtschaftlich hat Illig die letzten drei Jahre sehr erfolgreich und auf hohem Niveau abschließen können. Das gilt für unser gesamtes Maschinenprogramm“, sagt er rückblickend, und fährt fort: „Dies gipfelt im hervorragenden und vielfältigen Auftragseingang im Geschäftsjahr 2016, dem höchsten in der 70-jährigen Firmengeschichte.“ Illig konnte den Umsatz gegenüber 2015 um gut zehn Prozent steigern, was deutlich über dem Branchendurchschnitt liegt.
„Wir sind zuversichtlich, dass wir diesen Schwung auch 2017 beibehalten“, sagt Schäuble. Dies fußt vor allem auf den in den letzten zwei Jahren vorgestellten Neuentwicklungen. Diese haben außergewöhnlich gute Resonanz bei den langjährigen Kunden gefunden, insbesondere die IML-T-Technologie. Schäuble geht weiterhin davon aus, dass das IML-T-Thermoformen auf nahezu allen Märkten weiter nachgefragt wird. „Wir bieten eine Komplettlösung für Verpackungen mit höchsten Dekorationsansprüchen“, erläutert der Illig-Geschäftsführer. Ergänzend hierzu präsentierte das Unternehmen auf der Interpack auch erstmals sein Dienstleistungsangebot Pactivity. Es umfasst eine maßgeschneiderte Verpackungsentwicklung im Thermoformen, von der Verpackungsidee bis zum Produktionssystem.
Alle gängigen Formate produzieren
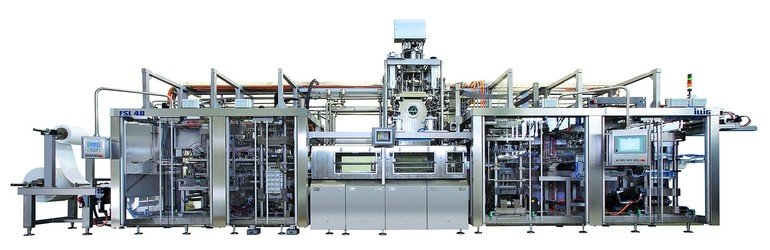
Im Mittelpunkt der Interpack-Präsentation standen die Form-, Füll- und Schließmaschine FSL 48 und die IML-T-Produktionseinheit zur flexiblen Dekoration nahezu aller Becherformen. Die FSL 48 ist auf die Anforderungen der Lebensmittel- und insbesondere der Molkereiindustrie ausgerichtet. Der auf CIP (Cleaning in Place) und SIP (Sterilisation in Place) konstruierte mehrspurige Füller kann technisch so ausgestattet werden, dass er den unterschiedlichen Hygieneanforderungen der Lebensmittelindustrie bis hin zur Hygieneklasse V nach VDMA (hygienische Abfüllmaschinen) entspricht. Die Hygienestufen der Maschine reichen vom Formen mit steriler Luft über eine komplett geschlossene Füllstrecke (Tunnel – ebenfalls in CIP/SIP-Ausführung lieferbar) bis hin zum Entkeimen der Deckelfolie mit UVC-Bestrahlung oder H2O2-Behandlung. In der Aseptik-Version werden die geformten Becher (Innenseite) zusätzlich mit H2O2-Dampf besprüht und anschließend mit heißer Sterilluft getrocknet. Alles erfolgt innerhalb des geschlossenen Aseptik-Moduls (Füllstrecke/Füller), ohne Belastung der restlichen Maschine oder der Umgebung.
Die gesteuerten Bewegungsabläufe der durchgängig servomotorisch angetriebenen Anlage führen zu hoher Laufruhe, wodurch selbst sehr flüssige Produkte abgefüllt werden können, ohne dass überschwappendes Produkt die Siegelränder der Packungen verschmutzt. Auf der FSL 48 lassen sich alle gängigen und für FFS-Linien geeigneten Folienmaterialien verarbeiten wie PS, PP, Multilayer-Material (z. B. PS/EVOH/PE), APET und sogar Folien aus dem Biopolymer PLA (Polymilchsäure).
Die Formatfläche der FSL 48 ist so ausgelegt, dass man jeweils immer einen kompletten Maschinentakt – beispielsweise zwölf Standard-Quarkpackungen – nach dem Befüllen, Versiegeln und Ausstanzen aus dem Packungsband in einen auf das Maß einer Europalette abgestimmten Karton einsetzen kann. Die Herstellung von Einzel- oder Doppelbechern, 4er- oder 6er-Trays auf der Maschine ist durch die Einstellung des Stanzwerkzeugs möglich. Mit dem ein- oder mehrspurigen Füller lassen sich Molkereiprodukte, auch mit verschiedenen Geschmacksrichtungen, in die zuvor entsprechend etikettierten Packungen in einem Maschinentakt abfüllen.
Individuelle Etikettierung
Die in die Formstation der FSL 48 integrierte IML-Einheit arbeitet mit bedruckten Label-Zuschnitten aus dem Magazin. Damit eröffnen sich auf einfache Weise vielfältige Dekorationsmöglichkeiten: einseitig, zweiseitig, dreiseitig (z. B. in U-Form), vier- oder sogar fünfseitig (einschließlich Bodendekoration mit z. B. integriertem Barcode). Da für die IML-Dekoration keine senkrechten Wände erforderlich sind, lassen sich problemlos die unterschiedlichsten Becherformen mit attraktiven Etiketten in Fotoqualität dekorieren.
Das Einlegen der Etiketten in das Formwerkzeug ist ein zusätzlicher Arbeitsgang im Thermoformprozess. Um dennoch hohe Produktivität (Taktzahlen) zu realisieren, erfolgt dieser Vorgang bei der FSL 48 parallel zum laufenden Formvorgang. Hierzu ist das Werkzeugunterteil als Würfel konstruiert, der sich bei jedem Takt um 90° dreht. Die Etiketten werden vor dem Einlegen in das Formwerkzeug vorformatiert und mit Vakuum positionsgenau in den einzelnen Kavitäten gehalten.
Das Label verbindet sich beim anschließenden Formen der Folie konturgenau und dauerhaft mit der Behälterwand. Prinzipiell kann man die becher- oder schalenförmige Verpackung beliebig gestalten. Ein besonderer Vorteil der IML-T-Technik ist die große Dekorfläche: Das Etikett erhöht je nach Geometrie und Beschaffenheit auch die Festigkeit der gesamten Verpackung. Hierdurch lässt sich die Dicke der eingesetzten Verpackungsfolie reduzieren (Materialkosteneinsparung) und dennoch wird der geforderte Top Load der Packung erreicht. Ein weiterer Vorteil der IML-T-Technik ist die Möglichkeit, jede Kavität des Formwerkzeugs mit einem individuell bedruckten Etikett zu bestücken. Ein Produktwechsel lässt sich somit schnell und ohne großen Aufwand durchführen. Alle gängigen Label-Materialien lassen sich verarbeiten. Somit sind grundsätzlich recycelbare Verpackungen möglich, wenn Label und Becher aus dem gleichen Material sind.
Wie IML-T in der Praxis aussieht, zeigte Illig mit Live-Vorführungen auf der Interpack mit der Produktionslinie IC-RDM 70K, zusammen mit der kompakten IML-Einheit RDML 70b. Das eingesetzte 18-fach-Werkzeug produziert Rechteck-Becher aus Polypropylen mit drei unterschiedlichen Dekoren. Die Leistung dieser Maschine erreicht im Regelbetrieb 17 280 Becher/Stunde. Diese werden direkt beim Formen auf allen vier Seitenwänden und auf dem Becherboden dekoriert.
Zukunft des Thermoformens
Mit Blick auf die Zukunft des Thermoformens sieht Schäuble in den kommenden Jahren Entwicklungsschwerpunkte bei dem Ausbau der Automatisierung und dem sauberen Produzieren: „Wir gehen davon aus, dass auch bei großen Losgrößen und ausgeprägter Automatisierung die Steigerung der Qualitätszeit bei unseren Linien von großer Bedeutung ist. Dies wird sich auch daraus ergeben, dass wir die Geschwindigkeiten im Thermoform- und Stanzprozess weiter steigern werden, da sich die Qualität und Reproduzierbarkeit der Formteile dadurch weiter verbessern lässt. Wir sind überzeugt, dass wir durch Optimierungen bei den sogenannten geplanten Stillstandzeiten die produktive Laufzeit von Thermoformanlagen beträchtlich steigern können.“ Das Unternehmen trägt auch der Tendenz Rechnung, dass die Losgrößen für Packmittel in vielen Bereichen kleiner werden, was kürzere Rüstzeiten verlangt. Nicht unwesentlich sind heute Reinigungsintervalle, um den steigenden Hygieneanforderungen gerecht zu werden. Hier entwickelt Illig Lösungen, damit die Staubentwicklung beim Transport der Folie in der Maschine oder beim Stanzen sowie der Fett- und Öleintrag vermindert wird.
www.prozesstechnik-online.de
Suchwort: dei0917illig
Dr. Bernd Rademacher
Redakteur
dei – die ernährungsindustrie









