Auch: Kaltumformung, Plastische Kaltverformung.
Siehe auch: Kaltumformbereich.
Spanloser Formgebungsprozess vorwiegend zur Umformung von Metallen und Legierungen bei Raumtemperatur bzw. deutlich unterhalb der Rekristallisationstemperatur (Rekristallisationsglühen) des Werkstoffs.
Typische Verfahrensbeispiele für die kaltplastische Umformung von Bauteilen aus austenitischen Edelstahllegierungen sind das Kaltwalzen von Blechen, Kaltziehen von Rohren, Biegen, Tiefziehen, Prägen, Fließpressen etc.
Die plastischen Umformprozesse (Kaltumformen und Warmumformen) sind spanlose Formgebungsverfahren, die häufig im Wettbewerb zu Gussverfahren oder zu spanabhebenden Formgebungsverfahren für die Herstellung von Bauteilen stehen. Neben technischen Aspekten betreffend der erzielbaren Werkstoff- und Bauteilqualitäten je nach Verfahren sind meist v. a. wirtschaftliche Überlegungen von entscheidender Bedeutung. Plastische Umformprozesse sind z. B. beim Bedarf hoher Stückzahlen der Anwendung von spanabhebenden Formgebungsverfahren deutlich überlegen.
Entscheidungen zwischen Warmumformung und Kaltumformung für die jeweilige Bauteilherstellung sind so zu sehen, dass der Kaltformgebung hinsichtlich notwendiger Umformkräfte und hinsichtlich zulässiger mechanischer Verformungsspannungen oft Grenzen gesetzt sind, wohingegen bei der Warmformgebung infolge des deutlich reduzierten Werkstoffwiderstands (reduzierte mechanische Festigkeit infolge erhöhter Werkstofftemperaturen) Umformvorgänge erheblich leichter zu bewerkstelligen sind.
Qualitätstechnisch sind warmgeformte Bauteile (bei kontrolliertem Abkühlprozess) spannungstechnisch meist homogen ausgebildet – zeigen aber auf der Oberfläche häufig erhebliche Zunderbildung (Zunder). Kaltumgeformte Bauteile zeigen häufig kaltverfestigte Materialbereiche und damit auch inhomogene mechanische Spannungszustände, die nur durch sorgsame Glühoperationen (Lösungsglühbehandlung) unter inerter bzw. reduzierender Atmosphäre oder aber im Vakuum erfolgreich egalisierbar sind.
Um bei kaltplastischen Prozessen gezielt bleibende Umformungen zu erzielen, ist es im Sinne des Spannungs-Dehnungs-Diagramms notwendig, plastische Verformungen unter Volumenkonstanz zu kalkulieren und dabei auch die Rückfederung des elastischen Anteils der Verformung nach Entlastung zu berücksichtigen.
Beim Biegen eines Rohres zu einem Rohrbogen z. B. (Winkel 45° bis 180°) ist der Bogenbereich, mit Ausnahme der sogenannten neutralen Faser (keine Längenänderung beim Biegeprozess), einer plastischen Verformung unterworfen:
-
Außenbereich: Zug – Streckung,
-
Innenbereich: Druck – Stauchung.
Dabei ist zu beobachten, dass der Übergang vom eindeutigen Kaltumformbereich (Bogenbereich) zu den beiden noch geraden Schenkeln des Bogens fließend ist – d. h. auch ein kleines Stück der beiden geraden Schenkel noch plastische Umformkennzeichen aufweist.
Speziell bei der freien Umformung (im Unterschied zu der gebundenen Umformung über einen Innendorn beim Rohrziehen) zeigt die Oberfläche eine typische Reaktion: Bildung von Orangenhaut, wobei der Rauheitswert Roughness Average deutlich höher wird.
Der Hintergrund der Orangenhautbildung ist, dass der Biegevorgang als kaltplastischer Verformungsvorgang aufgrund eines relativ komplizierten dreidimensionalen mechanischen Spannungszustandes erfolgt und die eintretende Querkontraktion hier auch in geringem Umfang Werkstofffließprozesse senkrecht zur Biegeachse verursacht. Infolge der äußeren Energieeinbringung für den Biegevorgang ändert sich bei der (freien) Umformung auch die Entropie. An der frei umgeformten Oberfläche des Bogens nimmt die Unordnung eindeutig zu, wodurch der Orangenhauteffekt erklärt werden kann.
Weiterhin ist zu beachten, dass im (äußeren) Streckbereich aus Volumenkontinuitätsgründen die Blechwandstärke abnimmt. Diese Wandstärkenreduzierung muss beim Biegeprozess hinsichtlich zulässiger Wanddickentoleranzen für den betreffenden Bauteil einkalkuliert werden.
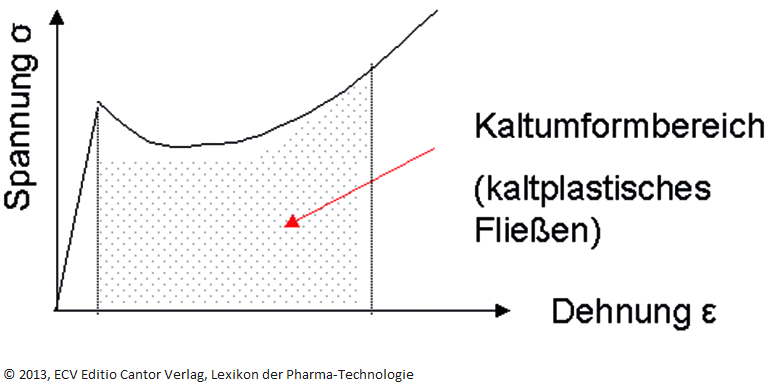
Abb. K 3: Schematische Darstellung eines Kaltumformprozesses im Spannungs-Dehnungs-Diagramm samt Darstellung der Verformungsenergie (schraffierte Fläche). (Quelle: G. Henkel)
© 2013 – ECV – Lexikon der Pharmatechnologie