
Siehe auch: Kaltplastisches Umformen.
Ziehen bei Raumtemperatur.
Spezifisches Anwendungsverfahren der Kaltverformung metallischer Bauteile, wie z. B. aus austenitischen Edelstahllegierungen, mittels Zugkräften zur Herstellung von Drähten oder nahtlosen Rohren.
Hierbei erfolgt bei Drähten immer eine Reduzierung des Durchmessers durch einen sog. „Ziehstein” (Matrize; heute meist aus Hartmetall), der eine kegelartige Bohrung hat, durch die der Draht gezogen wird.
Beim Ziehen von nahtlosen Rohren wird der Außendurchmesser durch den Ziehstein und der Innendurchmesser durch einen Dorn geformt, wobei pro Zug meist Außen- und Innendurchmesser gezielt reduziert werden. Meist sind bis zum Erreichen des gewünschten Durchmessers mehrere Züge (Mehrfachzug) mit entsprechend abgestuften Durchmessern (Umformgrad) notwendig, wobei zwischen den verschiedenen Zügen zur Materialerholung Zwischenglühungen (Lösungsglühbehandlung) erfolgen. Hierbei ist darauf zu achten, dass vor dem Glühen eine gesicherte Entfettung (Reinigung) der Oberflächen erfolgt.
Zum „Ziehen” sind hohe mechanische Zugkräfte nötig, die je nach Durchmesser des zu ziehenden Werkstücks über 1.000 kN betragen können. Beim Ziehprozess erfolgt zur Reduzierung des Werkzeugverschleißes, zur Vermeidung von reibungsbedingten „Fressungen” zwischen Werkzeug und Werkstück und zur Kühlung des Vorgangs eine Schmierung (Schmiermittel) mit speziellen Ziehölen bzw. fallweise auch mit Glasmehl.
Beim Ziehen richtet sich das Gefüge der Werkstoffe sehr stark aus, man spricht von einer Textur oder einem Zeilengefüge, wobei es durch den intensiven Walkvorgang beim Durchgang durch das Werkzeug auch zu einer Werkstoffverfestigung (Kaltverfestigung des Materials) mit entsprechender Erhöhung der mechanischen Festigkeit kommt. Unzulässige Materialverfestigungen und innere mechanische Spannungen werden durch ein finales Lösungsglühen wieder gezielt egalisiert.
Beim Ziehen von nahtlosen Rohren unterscheidet man z. B. ein Ziehen mit und ohne Innendorn. Beim Ziehen mit Innendorn erfährt das Rohr beim Werkzeugdurchgang am Außen- und am Innendurchmesser einen Werkzeugkontakt, sodass außen und innen eine gebundene Umformung erfolgt. Beim Ziehen ohne Innendorn (Hohlzug) erfährt das Rohr nur am Außendurchmesser einen Werkzeugkontakt. Am Innendurchmesser erfolgt eine freie Umformung.
Gebundene Umformungen führen zu Bauteil-oberflächen, die durch die Glattheit des Werkzeugs und die Qualität des Schmiermittels beeinflusst werden können. Freie Umformungen führen zur Bildung von typischer Orangenhaut bzw. im Grenzfall bei extrem hohen Umformgraden sogar zu Faltenbildungen mit entsprechender Erhöhung der Rauheit.
Der Grad der plastischen Verformung wird in der Technik durch den Umformgrad φ beschrieben:

oder aber

mit d1= Durchmesser vor Umformung, d2= Durchmesser nach Umformung.
Die mathematischen Gesetzmäßigkeiten der plastischen Umformung erläutert die Plastizitätstheorie (Plastische Verformung).
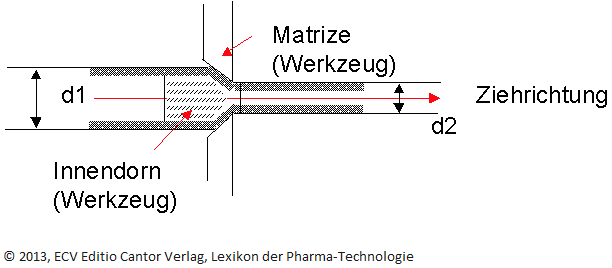
Abb. K 4: Schematische Darstellung eines kaltplastischen Rohrziehprozesses mit Innendorn unter Veränderung von Rohrinnendurchmesser, Rohraußendurchmesser und Wanddicke. (Quelle: G. Henkel)
© 2013 – ECV – Lexikon der Pharmatechnologie







