
Fügeverfahren zur Herstellung einer unlösbaren Verbindung von Bauteilen aus thermoplastischem Kunststoff (Thermoplast).
In der Praxis werden Kunststoffteile v. a. durch Kleben oder durch Schweißen miteinander verbunden. Beim Schweißen werden die beiden Ufer der zu verbindenden Teile kontrolliert erhitzt und dann durch Zusammenpressen verschweißt, wobei nur thermoplastische Kunststoffe miteinander verschweißt werden können.
Die Verbindungstechnik Kunststoffschweißen kennt als grundsätzliche Verfahren:
-
IR-Heizelement-Stumpfschweißen (IR-HS) nach DIN 25,
-
Heizelement-Einmuffen-Schweißen nach DIN 50,
-
Overmoulding-Schweißen,
-
Heizwendelschweißen (HPF),
-
Wulst- und nutfreies Schweißen (WNF) nach DIN 50.
Durch die Temperatureinwirkung beim Schweißen lösen sich die Makromoleküle im Heizbereich bei Erreichung des Schmelzbereichs des Thermoplasts voneinander (werden durch Lösen der intermolekularen Bindungskräfte zwischen den Polymerketten beweglich) und verknäueln bzw. verschleifen sich unter Einwirkung des Fügedrucks an der Verbindungsstelle, wobei durch die Abkühlung bedingt wieder neue intermolekulare Sekundärbindungskräfte (Haftkräfte) aufgebaut werden.
Die lokale Erwärmung erfolgt je nach Schweißverfahren durch:
-
Heizelemente (Wärmeleitung),
-
Infrarotheizung (elektromagnetische Strahlung),
-
Widerstandsdrähte (Ohmsche Wärme),
-
heißes Gas bzw. heiße Luft (Wärmekonvektion),
-
Hochfrequenz (Hochfrequenzschweißen).
Die grundsätzliche Problematik beim Kunststoffschweißen ist, dass zum einen die Wärmeeinbringung mittels eines sehr begrenzten Temperaturgradienten zu erfolgen hat, um zu vermeiden, dass der Kunststoff thermisch geschädigt wird (Tmax < 250 °C) und zum anderen ist der Tatsache Rechnung zu tragen, dass Kunststoffschmelzen keinesfalls auch nur annähernd so flüssig sind wie Metallschmelzen, sondern vielmehr eher teigig.
Aufgrund der Größe der Makromoleküle (im Vergleich zu Metallatomen) ist es deshalb ein besonderes Problem beim Schweißen sicherzustellen, dass die Makromoleküle in den Trennflächen Gelegenheit haben ausreichend ineinander zu diffundieren / verknäueln / verschlaufen, um den kompakten Materialkohäsionszustand (Kohäsionsenergiedichte) zu erreichen, sodass die Schweißnahtverbindung zumindest annähernd gleiche mechanische Festigkeiten wie der polymere Grundstoff aufweist.
Aus dieser Sicht ist der Faktor Zeit – also Haltezeit bei Temperatur zur Makromolekülediffusion – von besonderer Bedeutung beim Schweißprozess. In diesem Zusammenhang ist zu beachten, dass Schweißstellen bei Konstruktionen aus Kunststoffen meist kritische Schwachpunkte sind.
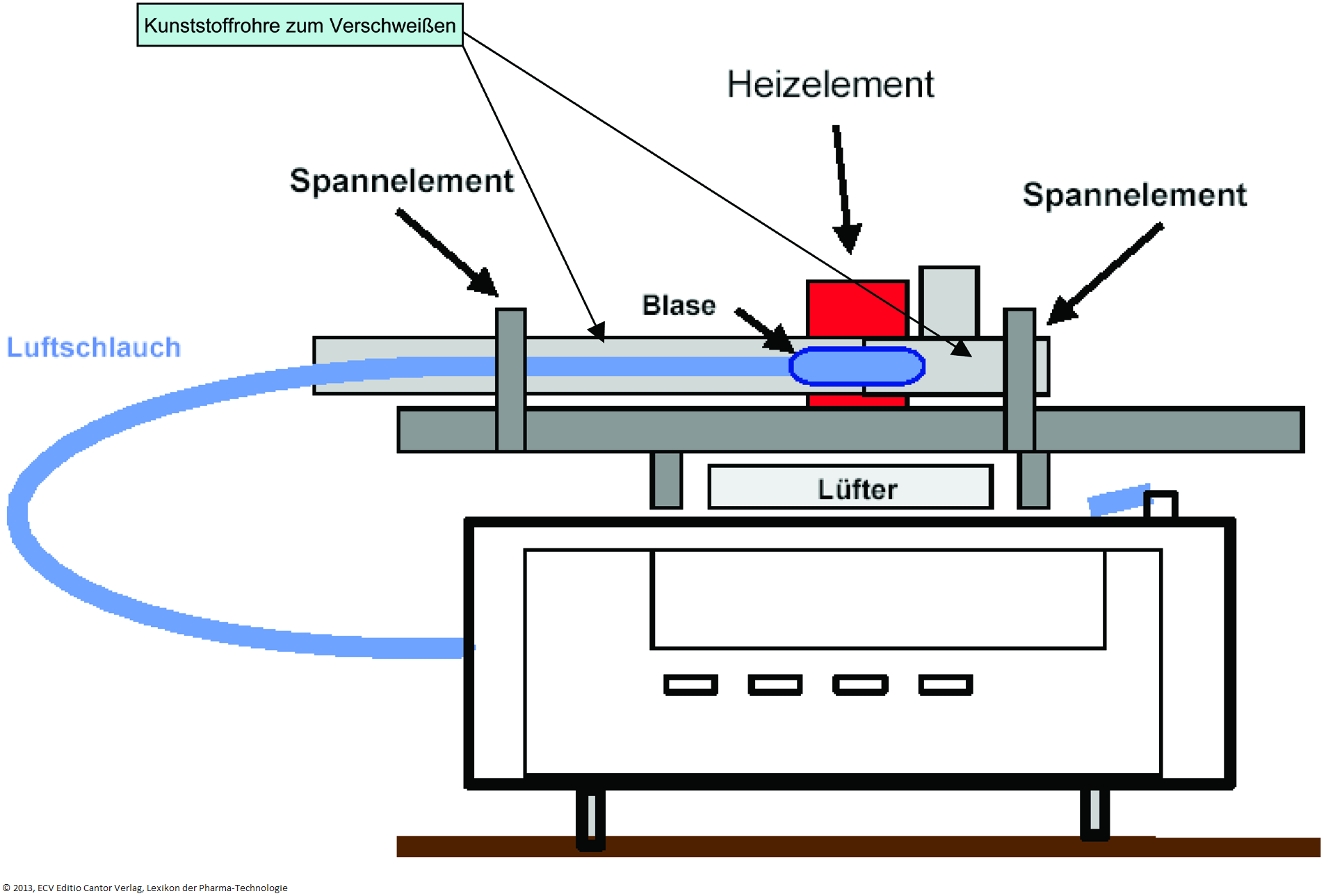
Abb. K 21: Prinzipielle Darstellung des WNF-Schweißverfahrens. (Quelle: G. Henkel)
© 2013 – ECV – Lexikon der Pharmatechnologie







