
Zur systematischen und reproduzierbaren Messung von standardisierten Rauheitswerten Ra, Rz, Rmax nach DIN 4768 (neu DIN EN 4288) von technischen Oberflächen von Bauteilen aus Kunststoff oder austenitischen Edelstahllegierungen werden i. Allg. mobile oder stationäre kommerzielle Geräte verschiedener Hersteller verwendet, die den entsprechenden DIN-Normen (Deutsches Institut für Normung) entsprechen und einer regelmäßigen Kalibrierung unterliegen. Im deutschsprachigen Bereich sind häufig die Rauheitsmessgeräte der Firmen Hommel und Perthen gebräuchlich, wobei jeweils verschiedene Gerätetypen angeboten werden, die entsprechend auch unterschiedliche Möglichkeiten der Messtechnik bieten. Speziell aus dokumentationstechnischen Gründen sind Messgeräte mit angeschlossener Druckereinheit von Vorteil. Bei Nutzung dieser Geräte ist in der Dokumentation auf die Angabe des Kalottendurchmessers der Messnadel und der Messfühleranpresskraft zu verzichten, da diese laut DIN-Norm meist werkseits konform eingestellt sind. Vergleichbare Geräte der Fabrikate Taylor-Hobsen und Vickers (UK) bzw. Mitutoyo (Japan) haben in ähnlicher Weise DIN-konforme Grundeinstellungen (Abb. R 5 und R 6).
Alle genannten kommerziellen Anlagen unterschiedlicher Ausführung eignen sich zur normkonformen Messung der Ra- / Rz- / Rmax-Werte nach dem Tastschnittverfahren.
Neben den üblichen zweidimensionalen Messauswertungen sind zwischenzeitlich auch leistungsfähige und hochinformative dreidimensionale (3D-)Flächenmessausarbeitungen mit PC lieferbar, wobei Prüfflächen von ca. 5 mm x 5 mm abgetastet und über Reliefbilder ausgewertet werden.
Neben berührenden Tastgeräten sind inzwischen auch berührungslose Laserprüfgeräte erhältlich. (Siehe Abb. R 2 und R 3 unter Rauheit.)
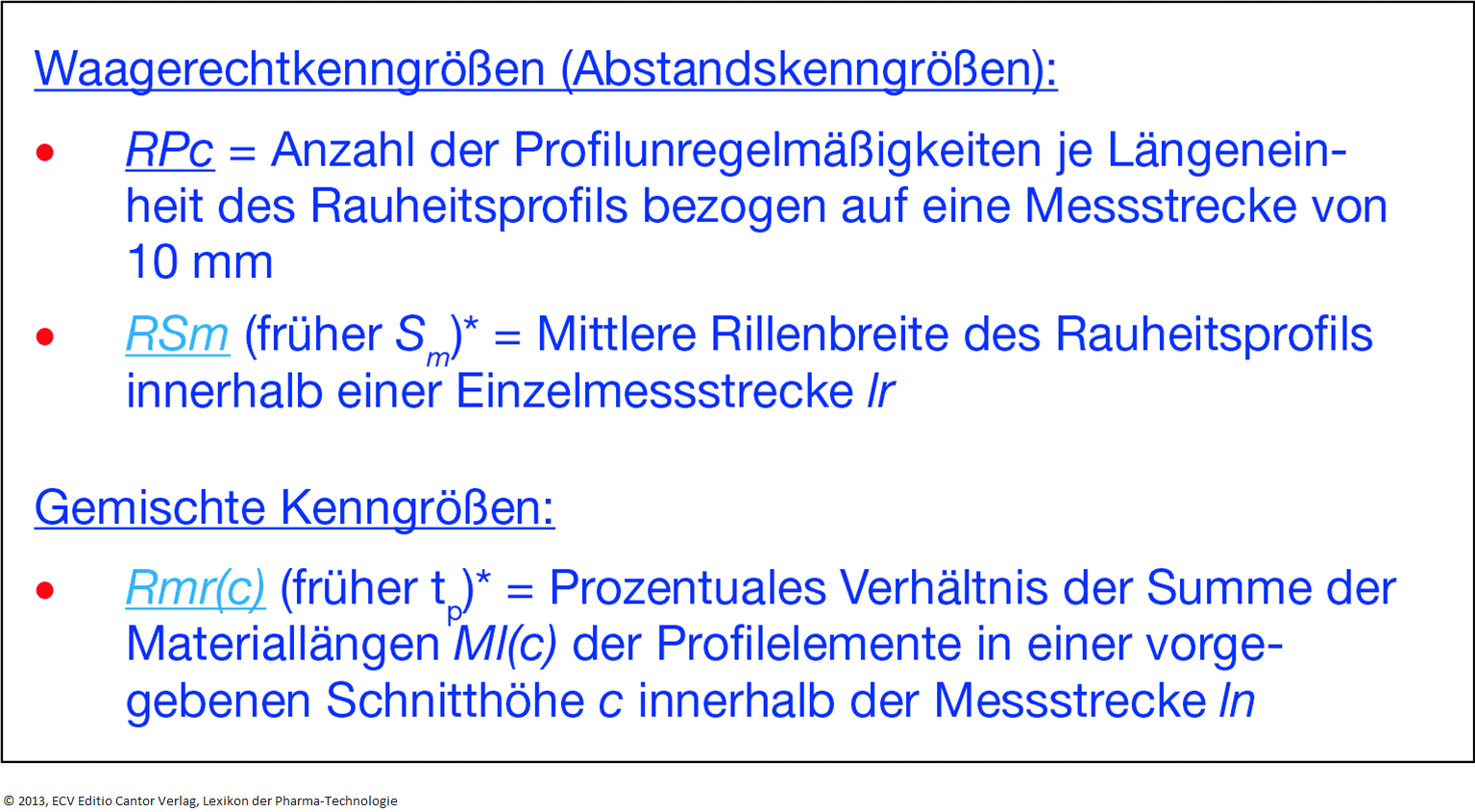
Abb. R 5: Kenngrößen der Oberflächenbeschaffenheit DIN EN ISO 4287. (Quelle: G. Henkel)
© 2013 – ECV – Lexikon der Pharmatechnologie







